
Диамантен режещ кръг: Правила за подбор, видове кръгове, препоръчани режими на рязане, ефективност на турбовите кръгове.



(Schop за прах или без него) дава възможност да се използва режещ кръг с диаметър 254mm





Максимален максимум, но безпрахостта е неефективна. С съвпадението на тези зони, обратното е
Понякога има нужда от отрязване на част от азбесто-циментова тръба, тухли, плочки, гранитни или мраморни плочи, част от стоманобетонната единица или каменна блок - като цяло, твърд строителен материал. И изрежете точно, като същевременно поддържате определен размер. Възможно е да се реши такъв проблем с помощта на диамантен режещ кръг, монтиран на машина за рязане или преносима машина за рязане, и най-често - на ъглова шлифовъчна машина, обикновено наричана българин.
Diamond е вид чист въглерод и най-трудния материал на земята, но когато се нагрява над 800s, необратимо се превръща в доста мек графит. Чрез диамантения кръг почти всеки материал може да бъде нарязан, докато все пак е необходимо стриктно да се ограничи температурата на кръга. Поради тази причина се използва диамантен кръг за рязане на метали, предпочитайки абразивния кръг.
Диамантите се прилагат към стоманената кутия на кръга по различни начини. Най-често срещаният е този, в който хиляди технически (изкуствени или естествени) кристали с размер от0.2 до0.8 mm се смесват с още по-малки частици метали. В производството на диамантен кръг, например, вида на "короната" около периметъра на тънък стоманен диск с отвор в центъра на тази смес, се натискат пръстен с диаметър, височина и дебелини. При производството на диамантен режещ кръг с вътрешен режещ ръб, същият пръстен се натиска около централния отвор на корпуса. Последващото синтероване на метални частици води до образуването на свързваща рамка, която играе ролята на ръба за трайно фиксиране на диаманти. Режещ кръг с диаманден слой около периметъра е монтиран от централния отвор за засаждане на задвижващия вал на машината за рязане, машина за рязане, "български".
Основни правила за избор на диамантен режещ кръг
Диаметърът на кръга D е по-добре да се вземе максимум за силата на "българския", но не повече от 254 мм, в противен случай ще бъде трудно да се работи заради голям въртящ момент, особено при стартиране на инструмента.Най-висококачественият разрез без чипове ще осигури кръг от "корона", монтирана на машина за рязане, когато се използва охлаждане.
За рязане на естествени материали (мрамор, гранит, габро, кварцит) кръгове с интермитент, по-добре е да се изберат тесни жлебове между сегментите, за да се изключи остър, неприличен звук и с рязане на бетон, по-широки канали са подходящи за увеличаване на производителност.
Когато диаметърът на рязането на режещия кръг е по-голям от диаметъра на българския вал, използвайте преходния пръстен (той може да бъде закупен например на компанията "Splitstone"). Гледайте, че тя не пречи на надеждното фиксиране на кръга.
Разнообразието от диамантени режещи кръгове се използва за рязане без охлаждане или с принудително охлаждане с вода. Снопът на кръг е избран в съответствие с състава много внимателно, тъй като трябва да не само надеждно да фиксира диамантите, но и да издържа на висока температура и значителен механичен товар.
Диамантените кръгове за рязане доставят няколко дузина фирми на руския пазар, например, белгийски диамантен борд, италиански Diamond-d, немски Дронко и Бош, Хилти от Лихтенщайн, Български Спарки, Украински "UKR-Diamant", многобройни китайски производители, както и Като местни фирми, сред които е Москва "Сплитстон" и близо до Москва Томал. Трябва да се отбележи, че компанията, посочена на етикета, не е непременно нейният производител. Просто производителите на ъглови шлифовъчни машини, машини за рязане и рязане на машини предлагат отрязани кръгове под тяхна марка. Но във всеки случай, върху корпуса на кръга или върху неговата опаковка, материалът трябва да бъде посочен, за рязане, на който е конструиран кръгът, или тялото на кръга е боядисано в зависимост от вида на пакета или залепват етикета на същия цвят.
Основни видове кръгове за рязане на диаманти
| Странична повърхност | Режещ ръб | |
|---|---|---|
| Твърд | Прекъсващ | |
| Апартамент | "Crown" | Сегмент |
| Вълнообразни | "Turbo" | Турбо сегментиран |
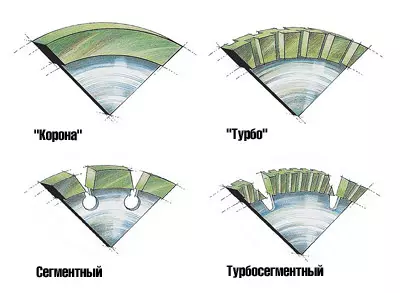
Диамантен режещ кръг разграничава формата на режещия ръб и формата на страничната повърхност на диаманния слой. Режещият ръб на диамандите определя работата на процеса и е твърда или периодична, образувана от сегментите на кръга. Страничната повърхност на диамандите засяга топлинното освобождаване по време на рязане и е плоска или вълнообразна. Различните комбинации от формата на режещия ръб с формата на страничната повърхност на диамандовия слой доведоха до създаването на четири основни вида диамантени режещи кръгове. Тези четири вида кръгове се наричат: "корона" (с твърд плосък диамантен слой), "turbo" (с твърд вълнообразен диаментов слой), сегмент (сабер-подобни плоски сегменти) и турбоген (с диамант - подобни на вълните сегменти). Рязането на кръгове с прекъсващ режещ ръб много прилича на дискови триони с особена форма на зъби. За повечето кръгове се използва диамантеният прах на южноафриканските дебна версии.
Кръгове "корона" осигуряват най-малката консумация на материала и парче с гладки ръбове, но голяма площ на контакт на плоския твърд диамантен слой с материала води до разпределение на значително количество топлина. Това количество зависи от режимите на въртене и движението на кръга (фураж). Ето защо принудителното охлаждане на кръгове с вода почти винаги се използва, необходимата консумация зависи от диаметъра D на кръга.
Този доклад използва данни за диамантените кръгове и режимите на рязане, натрупани от Splitstone в резултат на голям брой експерименти.
Трябва да се отбележи, че с намаление на стойностите на режимите на рязане, в сравнение с данните, посочени в таблиците, диамантеният кръг се използва ирационално и с увеличаване на увеличенията на отоплението му.
Кръгове "Crown" Те се произвеждат с два вида пакети (на базата на бронз и кобалт, базиран с добавянето на бронз), така че те са боядисани съответно в два цвята, жълти и зелени. Колелата от жълти са предназначени за рязане на по-меки материали: мрамор, мазилка, гипсокартон, плочки, керамични плочки и полускъпоценни камъни и зелени кръгове за твърди материали: гранит, кварцит, лабрадорит, естествени камъни, силиций. Диаметърът d кръг "корона" не надвишава 400mm.
Рязането на почти всички кръгове "корона" трябва да се произвежда на машина за рязане, осигуряваща постоянно водоснабдяване. Но наскоро се появи кръгове на "короната" диаметър до 230 мм за сухо рязане на керамични плочки. За да направите това, можете да използвате обичайния "български".
Практически препоръки
Трябва да се отбележи, че рязането 1м2 на материала е по-скъпо от кръга "Turbo", а турбо-сегментът е по-скъп от сегмента.Новият режещ кръг първо не забравяйте около 5 минути, като държите "българския" с облечен кръгъл кръг от себе си. Факт е, че при транспортиране в кръговия случай понякога се образуват микроскопични пукнатини, което може да доведе до унищожаване на кръга.
С интензивно искри и отопление на кръга, рязане на рязане, повдигане на кръга над материала за около 10 секунди и след това продължете да работите с намалена храна.
Когато кръгът "турбо" на металната армировка в процеса на рязане на стоманобетон трябва да бъде намален с приблизително 30-50%.
След пълното износване на диамантените сегменти, не изхвърляйте случая на сегментния кръг. Фирма Сплитстоун го атакува нови дианимачни сегменти, които ще ви позволят да спестите около 20% от цената на нов кръг.
Препоръчителни режими на рязане с кръгове на короната
| Диаметър d, mm | Цветен кръг | Честота на въртене, RPM | Нарежете дълбочина, макс., Мм | Фураж, m / min | Необходима сила, kw | Консумация на вода, l / min |
|---|---|---|---|---|---|---|
| 110. | Жълт | 7000-10000. | Петнадесет години | 0.4. | 1.2-1.4. | 5-10. |
| Зелено | 4200-6000. | 0,3. | ||||
| 115. | Жълт | 7000-10000. | 0.4. | 1.4-1.6. | ||
| Зелено | 4200-6000. | 0,3. | ||||
| 150. | Жълт | 5000-7600. | Двадесет | 0.4. | 1.8-2.0. | |
| Зелено | 3200-4500. | 0,3. | ||||
| 180. | Жълт | 4200-6300. | 40. | 0,6. | 2.0-2.2. | |
| Зелено | 2600-3700. | тридесет | 0.4. | |||
| 250. | Жълт | 3000-4600. | 65. | 0,6. | 2.2-2.4. | 10-15. |
| Зелено | 2000-2700. | петдесет души | 0.4. | |||
| 300. | Жълт | 2250-3800. | 65. | 0.8-1.0. | 2.4-26. | 12-17. |
| Зелено | 1600-2200. | петдесет души | 0.5-0.7. | |||
| 350. | Жълт | 2200-3300. | 80. | 0.8-1.0. | ||
| Зелено | 1400-2000. | 60. | 0.5-0.7. | |||
| 400. | Жълт | 2000-2900. | 80. | 0.8-1.0. | 2.6-2.8. | 20-25. |
| Зелено | 1200-1700. | 60. | 0.5-0.7. |
Кръгове "Turbo" Удобно в това, че можете да ги отрежете с "български".
За да се намали контактната зона с материала в страничната повърхност на слоя без диаманти, има наклонени жлебове и става подобен на вълна. Сега тя се докосва само от върховете на вълните, а въздухът, завластен от жлебовете, осигурява добро охлаждане. Принудително охлаждане с вода в този случай не е необходимо да използвате.
Такива кръгове се произвеждат с три вида пакети (на базата на бронз, базиран на бронз с добавяне на желязо и кобалт или на базата на кобалт с добавяне на бронз), така че цвят, съответно три цвята жълта, синя и зелена. Жълтите кръгове са предназначени за сухо рязане на мрамор, керамика и плочки, гипсокартон, керемиди, варовик, изгаряне и силикатна тухла, син - за средно твърдост Материали: каменни камъни, шамотна тухла, шисти, твърд мрамор, "белодробен" бетон, кръгове, кръгове \ t Зелен цвят - за твърди материали: гранит, "тежки" бетон и бетон с твърд пълнител.
Техният диаметър не надвишава 300 мм, а най-голямото шаси - 230 мм, което се определя от размера на стандартния български обвивка. Ако позволява нейната сила, понякога е настроена на или без оразмеряване на корпуса или без него, за да донесе диаметъра на кръга до 254mm.
Препоръчителни режими на рязане с турбо кръгове
| Диаметър d, mm | Цветен кръг | Честота на въртене, RPM | Нарежете дълбочината, макс. / Мечта кръг, мм | Фураж, m / min | Необходима сила, kw |
|---|---|---|---|---|---|
| 110. | Жълт | 9000-14000. | 15/15. | 0,2. | 0,6. |
| Син | |||||
| Зелено | |||||
| 115. | Жълт | 9000-14000. | |||
| Син | |||||
| Зелено | |||||
| 125. | Жълт | 8000-1200. | 1.0. | ||
| Син | |||||
| Зелено | |||||
| 150. | Жълт | 7000-10000. | 20/20 | 1,2. | |
| Син | |||||
| Зелено | |||||
| 180. | Жълт | 6000-8000. | 40/25. | 0,3. | 1,6. |
| Син | |||||
| Зелено | |||||
| 230. | Жълт | 5000-7000. | 60/30. | 2.0. | |
| Син | |||||
| Зелено | |||||
| 254. | Жълт | 4600-6500. | 65/30. | 0.4. | 2,2. |
| Син | |||||
| Зелено | |||||
| 300. | Жълт | 3800-5000. | 80/30. | 2.6. | |
| Син | |||||
| Зелено |
Сегментни кръгове Позволено да се постигне по-висока производителност поради факта, че нарязаните фрагменти на материала попадат в каналите между сегментите и се отстраняват по същия начин, както когато дисковият трион е рязане, без да се намесва с рязане. Диаметърът на такъв кръг може да бъде голям, тъй като сегментите са направени поотделно, и след това се запознават до корпуса на кръга със сребърно припой или заварка с лазерно заваряване. Почти всички те изискват охлаждане с вода и голяма необходима сила принуждава използването на специални скъпи машини за рязане, които бяха споменати в доклада на "новата врата в ремонта" (вж. IVDN7 (9) през 1998 г.).
Методът на избор на тип пакет и с лазерно заваряване е възможно да се направят сегментни кръгове с диаметър 254mm за сух режещ бетон и тухла, което позволява използването на "български".
Препоръчителни режими на рязане сегментни кръгове
| Диаметър d, mm | Нарязан материал | Честота на въртене, RPM | Нарежете дълбочината, макс. / Мечта кръг, мм | Фураж, m / min | Необходима сила, kw | Консумация на вода, l / min |
|---|---|---|---|---|---|---|
| 230. | Мрамор | 5200-4800. | 60/30. | 0.1-2.0. | 1.8-2.0. | 8-12. |
| Гранит | 2200-3300. | 50/25. | 0.3-1.0. | |||
| Бетон | 3000-4800. | 50/25. | 2.0-10.0. | 5-8. | ||
| W / бетон | 2000-3200. | 50/20 | 1.5-8.0. | |||
| 254. | Мрамор | 4500-4000. | 80/35 | 0.1-2.0. | 2,0-2.4. | 8-12. |
| Гранит | 1900-2800. | 60/30. | 0.3-1.0. | |||
| Бетон | 2500-4200. | 70/30. | 2.0-10.0. | 5-8. | ||
| W / бетон | 1600-2800. | 70/25. | 1.5-8.0. | |||
| 300. | Мрамор | 3200-3800. | 100/40. | 0.1-2.0. | 2.4-3.5. | 10-15. |
| Гранит | 1600-2300. | 80/40. | 0.3-1.0. | |||
| Бетон | 2000-3800. | 90/40. | 2.0-10.0. | 8-10. | ||
| W / бетон | 1200-2400. | 90/30. | 1.5-8.0. | |||
| 350. | Мрамор | 2700-3300. | 100/40. | 0.1-2.0. | 3.0-4.5. | 10-15. |
| Гранит | 1400-2000. | 80/40. | 0.3-1.0. | |||
| Бетон | 1650-3300. | 90/40. | 2.0-10.0. | 8-10. | ||
| W / бетон | 1000-1600. | 90/35. | 1.5-8.0. | |||
| 400. | Мрамор | 1650-3300. | 140/40. | 0.1-2.0. | 4.5-6.0. | 15-20. |
| Гранит | 1200-1700. | 100/40. | 0.3-1.0. | |||
| Бетон | 1400-2900. | 100/40. | 2.0-10.0. | 10-15. | ||
| W / бетон | 800-1200. | 90/35. | 1.5-8.0. |
В турбо сегментирани кръгове Сегментите с вълнообразна странична повърхност на диамандовия слой са заварени с лазерно заваряване към корпуса на кръга. Waich Croach съчетава най-добрите свойства на сегментните кръгове и турбоските кръгове: те осигуряват висококачествено сухо рязане.
Фирма "Сплитстоун" Той оценява ефективността на диамантените кръгове с помощта на специално разработена техника. Използването се определя от разходите за рязане на 1м2 на материала и ресурса на режещия кръг като обща площ на напречното сечение на материала в 1м2 и три градуса на качеството на кръговете (едни) могат Бъдете дефинирани - стандартно сребро, премиум злато и професионална платина. Колкото по-високо е качеството на качеството на кръга, толкова по-високия ресурс и цената, но зависимостта е такава, че за голямо количество работа е по-изгодно да се придобият кръговете с по-високо качество.
Външно разграничават кръговете от същия тип и с един пакет, но различно качество е възможно чрез цвета на тялото: по-тъмен тон съответства на по-висока степен на качество, например син (стандартно сребро), синьо (първото злато) и тъмно синьо (професионална платина).
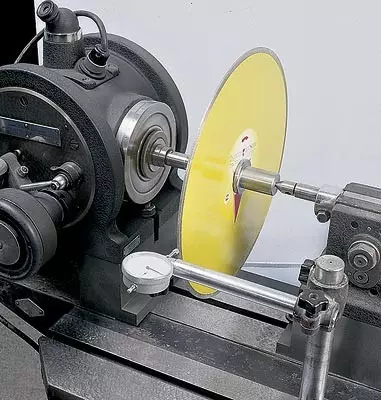
Всеки режещ кръг от новия дизайн е тестван, за да се определят реалните стойности на режима на рязане, ресурс и производителност и всяко колело на рязане, произведено за продажба, е контрол за предварителна продажба. Но във всеки случай трябва да се направят указания за използването на диамантения режещ кръг, който трябва да бъде внимателно научен, за да не причиняват нараняване по време на работата на високоскоростен инструмент.
Ефективността на турбоаманните кръгове в зависимост от оценката на Splitstone
| Диаметър Croid. височина на слоя Ширински слоеве, мм | Ресурс VM2 / цена 1м2 нарязани, $ | |||||
| Мрамор | Гранит | Бетон | ||||
| Стандартно сребро | ||||||
|---|---|---|---|---|---|---|
| 1102,26.0. | 10. | $ 2,2. | 2. | $ 3.0. | 3. | $ 4.0. |
| 1152,48.0. \ t | 12 | 3. | 3. | |||
| 1252,28.0. | 17. | 3. | четири | |||
| 1502,68.0. | Двадесет | четири | четири | |||
| 1802,68,5. | 23. | четири | пет | |||
| 2302,68,5. | 28. | 6. | 6. | |||
| 2542,68,5. | 35. | 6. | 6. | |||
| Премиум златно качество | ||||||
| 1102,26.0. | Четиринадесет | $ 1,8. | 3. | $ 2,4. | четири | $ 3.5. |
| 1152,48.0. \ t | осемнадесет | четири | пет | |||
| 1252,28.0. | Двадесет | четири | пет | |||
| 1502,68.0. | 23. | пет | 7. | |||
| 1802,68,5. | 27. | пет | Осем | |||
| 2302,68,5. | 35. | 7. | 10. | |||
| 2542,68,5. | 42. | Осем | единадесет | |||
| Качествена професионална платина | ||||||
| 1102,26.0. | Двадесет | $ 1.0. | четири | $ 2,1. | 6.5. | $ 2.9. |
| 1152,48.0. \ t | 23. | пет | 7. | |||
| 1252,28.0. | 24. | 5.5. | Осем | |||
| 1502,68.0. | 29. | 6. | девет | |||
| 1802,68,5. | 35. | Осем | 10. | |||
| 2302,68,5. | 45. | 10. | 13. | |||
| 2542,68,5. | петдесет души | 11.5. | Петнадесет години |
Докладът използва термините от ГОСТ 9206-80 (ED.1987), Gost 10110-87 (Red.1998) и Gost 16115-88 (ED.1998)
Редакторите са благодарни на компанията "Сплитстон" за помощ при подготовката на доклада