
ડાયમન્ડ કટીંગ સર્કલ: પસંદગીના નિયમો, વર્તુળોના પ્રકારો, ભલામણ કરેલ કટીંગ મોડ્સ, ટર્બો વર્તુળોની કાર્યક્ષમતા.



(ડસ્ટપ્રૂફ અથવા તેના વિના સ્કોપ) 254mm વ્યાસવાળા કટીંગ વર્તુળનો ઉપયોગ કરવો શક્ય બનાવે છે





મહત્તમ મહત્તમ, પરંતુ ધૂળહીનતા બિનઅસરકારક છે. આ વિસ્તારોના સંયોગ સાથે, વિપરીત છે
કેટલીકવાર એસેબેસ્ટોસ-સિમેન્ટ પાઇપ, ઇંટ, ટાઇલ્સ, ગ્રેનાઈટ અથવા આરસપહાણ સ્લેબના ટુકડા અથવા માર્બલ સ્લેબનો ભાગ, સામાન્ય રીતે, સોલિડ બિલ્ડિંગ સામગ્રીમાં એક ટુકડા અથવા માર્બલ સ્લેબનો ટુકડો કાપી નાખવાની જરૂર હોય છે. અને ચોક્કસ કદને જાળવી રાખતી વખતે બરાબર કાપી નાખો. હીરા કટીંગ વર્તુળની મદદથી, કટીંગ મશીન અથવા પોર્ટેબલ કટીંગ મશીન પર ઇન્સ્ટોલ કરવામાં આવેલી સમસ્યાને હલ કરવી શક્ય છે, અને મોટે ભાગે - એક ખૂણા ગ્રાઇન્ડીંગ મશીન પર, સામાન્ય રીતે બલ્ગેરિયન કહેવામાં આવે છે.
ડાયમંડ એ એક પ્રકારનું શુદ્ધ કાર્બન અને પૃથ્વી પર સૌથી સખત સામગ્રી છે, પરંતુ જ્યારે 800 થી વધુ ગરમ થાય છે ત્યારે તે નરમ ગ્રેફાઇટમાં ફેરબદલ કરે છે. તેમના હીરા વર્તુળ દ્વારા, લગભગ કોઈપણ સામગ્રી કાપી શકાય છે, જ્યારે હજી પણ વર્તુળના તાપમાનને કડક રીતે મર્યાદિત કરવું જરૂરી છે. આ કારણસર હીરા વર્તુળનો ઉપયોગ ધાતુઓને કાપીને, ઘર્ષણ વર્તુળને પસંદ કરવા માટે કરવામાં આવતો નથી.
વર્તુળના સ્ટીલ કેસમાં હીરાને વિવિધ રીતે લાગુ કરવામાં આવે છે. સૌથી સામાન્ય એ છે કે જેમાંથી હજારો તકનીકી (કૃત્રિમ અથવા કુદરતી) સ્ફટિકો 0.2 થી 10 મીમીના કદમાં મેટલના નાના કણો સાથે મિશ્ર કરવામાં આવે છે. હીરા વર્તુળના ઉત્પાદનમાં, ઉદાહરણ તરીકે, આ મિશ્રણના કેન્દ્રમાં છિદ્ર સાથે પાતળી સ્ટીલ ડિસ્કની પરિમિતિની આસપાસ "તાજ" નો પ્રકાર, વ્યાસ, ઊંચાઈ અને જાડાઈની રીંગ દબાવવામાં આવે છે. આંતરિક કટીંગ ધાર સાથે હીરા કટીંગ વર્તુળના ઉત્પાદનમાં, તે જ રીંગ સેન્ટ્રલ હાઉસિંગ હોલની આસપાસ દબાવવામાં આવે છે. મેટલ કણોની અનુગામી પિટરિંગ એ બાઈન્ડર ફ્રેમની રચના તરફ દોરી જાય છે, જે હીરાના ટકાઉ ફિક્સિંગ માટે રિમની ભૂમિકા ભજવે છે. પરિમિતિની આસપાસના ડાયમન્ટિક લેયર સાથે કટીંગ વર્તુળ કટીંગ મશીન, કટીંગ મશીન, "બલ્ગેરિયન" ના ડ્રાઈવ શાફ્ટ પર સેન્ટ્રલ રોપણી છિદ્ર દ્વારા ઇન્સ્ટોલ કરવામાં આવે છે.
હીરા કટીંગ સર્કલ પસંદ કરવા માટે મૂળભૂત નિયમો
વર્તુળ ડીનો વ્યાસ એ "બલ્ગેરિયન" ની શક્તિ માટે મહત્તમ લેવાનું વધુ સારું છે, પરંતુ 254mm કરતાં વધુ નહીં, અન્યથા મોટા ટોર્કને કારણે કામ કરવું મુશ્કેલ બનશે, ખાસ કરીને જ્યારે સાધન શરૂ કરી રહ્યું હોય.ચિપ્સ વિનાના સૌથી ઉચ્ચ ગુણવત્તાવાળા કટને ઠંડકનો ઉપયોગ કરતી વખતે કટીંગ મશીન પર માઉન્ટ કરવામાં આવેલા "તાજ" નું વર્તુળ પ્રદાન કરશે.
કુદરતી સામગ્રી (માર્બલ, ગ્રેનાઈટ, ગેબ્બરો, ક્વાર્ટઝાઇટ) વર્તુળમાં એક તીવ્ર ધાર સાથે વર્તુળ માટે, તે તીવ્ર, અપ્રિય અવાજને બાકાત રાખવા માટે સેગમેન્ટ્સ વચ્ચે સાંકડી ગ્રુવ્સ પસંદ કરવાનું વધુ સારું છે, અને કોંક્રિટને કાપીને, વિશાળ ગ્રુવ્સ વધારવા માટે યોગ્ય છે ઉત્પાદકતા.
જ્યારે કટીંગ સર્કલનો કટિંગ વ્હીલ વ્યાસ બલ્ગેરિયન શાફ્ટના વ્યાસ કરતા મોટો હોય છે, ત્યારે સંક્રમણ રિંગનો ઉપયોગ કરો (તે ખરીદી શકાય છે, ઉદાહરણ તરીકે, કંપની "સ્પ્લિટસ્ટોન" પર). જુઓ કે તે વર્તુળના વિશ્વસનીય ફિક્સિંગમાં દખલ કરતું નથી.
વિવિધ હીરા કટીંગ વર્તુળોનો ઉપયોગ ઠંડક વગર અથવા પાણી સાથે ફરજિયાત ઠંડક સાથે કાપવા માટે થાય છે. વર્તુળનો એક બંડલ આ રચના અનુસાર ખૂબ કાળજીપૂર્વક પસંદ કરવામાં આવે છે, કારણ કે તે માત્ર હીરાને ફક્ત હીરાને જ ઠીક કરતું નથી, પણ ઉચ્ચ તાપમાન અને નોંધપાત્ર મિકેનિકલ લોડને ટકી શકે છે.
હીરા કટીંગ વર્તુળોમાં રશિયન બજારમાં ઘણી ડઝન કંપનીઓ પુરવઠો, ઉદાહરણ તરીકે, બેલ્જિયન ડાયમંડ-બોર્ડ, ઇટાલિયન ડાયમંડ-ડી, જર્મન ડ્રૉનકો અને બોશ, લિચટેંસ્ટેઇન, બલ્ગેરિયન સ્પાર્કી, યુક્રેનિયન "યુકેઆર-ડાયમેંટ", તેમજ અસંખ્ય ચીની ઉત્પાદકો પણ જેમ કે સ્થાનિક કંપનીઓ જેમાં મોસ્કો "સ્પ્લિટસ્ટોન" અને મોસ્કો ટોમેલ નજીક છે. તે નોંધપાત્ર છે કે લેબલ પર સૂચવેલી કંપની તેની ઉત્પાદક આવશ્યક નથી. કોણીય ગ્રાઇન્ડીંગ મશીનોના ફક્ત ઉત્પાદકો, મશીનો અને કટીંગ મશીનો કાપીને તેમના બ્રાન્ડ હેઠળ તેમને કટ-ઑફ વર્તુળો આપે છે. પરંતુ કોઈપણ કિસ્સામાં, વર્તુળના આવાસમાં અથવા તેના પેકેજીંગ પર, સામગ્રીને સૂચવવું આવશ્યક છે, જે વર્તુળને રચાયેલ છે, અથવા વર્તુળના શરીરને બંડલના પ્રકારને આધારે દોરવામાં આવે છે અથવા તેનું લેબલ લાકડી રાખે છે. સમાન રંગ.
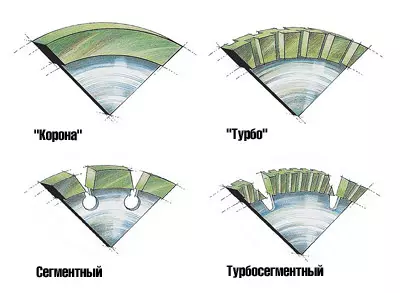
મુખ્ય પ્રકારના હીરા કટીંગ વર્તુળો
| બાજુ સપાટી | કટીંગ ધાર | |
|---|---|---|
| ઘન | અંતરાય | |
| સપાટ | "તાજ" | સેગમેન્ટ |
| તરંગ આકારનું | "ટર્બો" | ટર્બો વિભાજિત |
હીરા કટીંગ વર્તુળ કટીંગ ધારના આકાર અને ડાયમંડિક સ્તરની બાજુની સપાટીના આકારને અલગ પાડે છે. ડાયમંડિક સ્તરની કટીંગ ધાર પ્રક્રિયાના પ્રદર્શનને નિર્ધારિત કરે છે અને વર્તુળના સેગમેન્ટ્સ દ્વારા ઘન અથવા અંતરાય છે. ડાયમંડિક લેયરની બાજુની સપાટી કાપવા દરમિયાન ગરમીની પ્રકાશનને અસર કરે છે અને સપાટ અથવા તરંગ જેવી છે. કટીંગ ધારના આકારના વિવિધ સંયોજનો, જેમાં ડાયમંડિક લેયરની બાજુની સપાટીના આકાર સાથે ચાર મુખ્ય પ્રકારના હીરા કટીંગ વર્તુળોની રચના કરવામાં આવી હતી. આ ચાર પ્રકારના વર્તુળોને નીચે પ્રમાણે ઉલ્લેખિત કરવામાં આવે છે: "તાજ" (એક નક્કર ફ્લેટ ડાયમંડ સ્તર સાથે), "ટર્બો" (નક્કર વેવ જેવા હીરાની સ્તર સાથે), સેગમેન્ટ (સાબર જેવા ફ્લેટ સેગમેન્ટ્સ) અને ટર્બૉગિન (હીરા સાથે વેવ-જેવા સેગમેન્ટ્સ જેવા). અંતર્ગત કટીંગ ધાર સાથે કટીંગ વર્તુળોમાં દાંતના એક વિશિષ્ટ પ્રકારના દાંતના ચહેરાને સમાન લાગે છે. મોટાભાગના વર્તુળો માટે, દક્ષિણ આફ્રિકન કંપની ડેબેર્સનો હીરા પાવડરનો ઉપયોગ થાય છે.
વર્તુળો "તાજ" સરળ ધાર સાથે સામગ્રી અને સ્લાઇસનો સૌથી નાનો વપરાશ પ્રદાન કરે છે, પરંતુ સામગ્રી સાથે ફ્લેટ સોલિડ ડાયમૅનિક સ્તરનો સંપર્કનો મોટો વિસ્તાર નોંધપાત્ર પ્રમાણમાં ગરમીની ફાળવણી તરફ દોરી જાય છે. આ જથ્થો પરિભ્રમણ કટીંગ મોડ્સ અને વર્તુળની હિલચાલ (ફીડ) પર આધારિત છે. તેથી જ પાણી સાથે વર્તુળોની ફરજિયાત ઠંડક લગભગ હંમેશાં ઉપયોગમાં લેવાય છે, જે જરૂરી વપરાશ વર્તુળના વ્યાસ પર આધાર રાખે છે.
આ રિપોર્ટ ડાયમંડ વર્તુળો પરનો ડેટા ઉપયોગ કરે છે અને મોટી સંખ્યામાં પ્રયોગોના પરિણામે સ્પ્લિટસ્ટોન દ્વારા સંગ્રહિત મોડ્સનો ઉપયોગ કરે છે.
તે નોંધવું જોઈએ કે કટીંગ મોડ્સના મૂલ્યોમાં ઘટાડો થવાથી, કોષ્ટકોમાં ઉલ્લેખિત ડેટાની તુલનામાં હીરા વર્તુળમાં અતાર્કિક રીતે ઉપયોગ થાય છે, અને તેના હીટિંગમાં વધારો થયો છે.
વર્તુળો "તાજ" તેઓ બે પ્રકારના બંડલ્સ (કાંસ્ય અને કોબાલ્ટ પર આધારિત કાંસ્યના આધારે) સાથે બનાવવામાં આવે છે, તેથી તેઓ અનુક્રમે બે રંગો, પીળા અને લીલામાં દોરવામાં આવે છે. પીળાના વ્હીલ્સને નરમ સામગ્રીને કાપીને બનાવવામાં આવે છે: માર્બલ, પ્લાસ્ટર, ડ્રાયવૉલ, ટાઇલ્સ, સિરામિક ટાઇલ્સ અને અર્ધ-કિંમતી પત્થરો, અને ઘન સામગ્રી માટે લીલા રંગ વર્તુળો: ગ્રેનાઈટ, ક્વાર્ટઝાઇટ, લેબ્રાડ્રોરાઇટ, કુદરતી પથ્થરો, સિલિકોન. વ્યાસ ડી વર્તુળ "તાજ" 400mm કરતા વધી નથી.
લગભગ તમામ વર્તુળોમાં "તાજ" નું કાપવું એ એક કટીંગ મશીન પર બનાવવું આવશ્યક છે, જે સતત પાણી પુરવઠો પૂરું પાડે છે. પરંતુ તાજેતરમાં સિરામિક ટાઇલ્સના સૂકા કટીંગ માટે 230 એમએમ સુધીના "તાજ" વ્યાસના વર્તુળો દેખાયા હતા. આ કરવા માટે, તમે સામાન્ય "બલ્ગેરિયન" નો ઉપયોગ કરી શકો છો.
વ્યવહારુ ભલામણો
એ નોંધવું જોઈએ કે સામગ્રીના 1 એમ 2 "ટર્બો" વર્તુળ કરતાં વધુ ખર્ચાળ છે, અને ટર્બો-સેગમેન્ટ સેગમેન્ટ કરતાં વધુ ખર્ચાળ છે.નવી કટીંગ વર્તુળ સૌ પ્રથમ 5 મિનિટ સુધી ટ્વિસ્ટ કરવા માટે ખાતરી કરે છે, જે "બલ્ગેરિયન" પોતેથી "બલ્ગેરિયન" ધરાવે છે. હકીકત એ છે કે વર્તુળના કેસમાં પરિવહન કરતી વખતે, માઇક્રોસ્કોપિક ક્રેક્સ કેટલીકવાર રચાય છે, જે વર્તુળના વિનાશ તરફ દોરી શકે છે.
વર્તુળની તીવ્ર સ્પાર્કિંગ અને હીટિંગ સાથે, કટીંગને કાપીને, લગભગ 10 સેકંડ સુધી સામગ્રી ઉપર વર્તુળ ઉભા કરે છે અને પછી ઓછી ફીડ સાથે કામ કરવાનું ચાલુ રાખે છે.
જ્યારે મજબૂત કોંક્રિટને કાપવાની પ્રક્રિયામાં મેટલ મજબૂતીકરણ પર વર્તુળ "ટર્બો" લગભગ 30-50% ઘટાડવું જોઈએ.
હીરા સેગમેન્ટ્સના સંપૂર્ણ વસ્ત્રો પછી, સેગમેન્ટ વર્તુળના કેસને ફેંકી દેતા નથી. સ્પ્લિટસ્ટોન ફર્મ તેમને નવા ડાયમંડ સેગમેન્ટ્સ પર હુમલો કરે છે, જે તમને નવા વર્તુળની કિંમતના 20% બચત કરવાની મંજૂરી આપશે.
ક્રાઉન વર્તુળો સાથે ભલામણ કરેલ કટીંગ મોડ્સ
| વ્યાસ ડી, એમએમ | રંગ સર્કલ | પરિભ્રમણ આવર્તન, આરપીએમ | ઊંડાઈ કાપો, મહત્તમ, એમએમ | ફીડ, એમ / મિનિટ | જરૂરી શક્તિ, કેડબલ્યુ | પાણીનો વપરાશ, એલ / મિનિટ |
|---|---|---|---|---|---|---|
| 110. | પીળું | 7000-10000 | પંદર | 0.4. | 1.2-1.4 | 5-10. |
| લીલા | 4200-6000 | 0,3. | ||||
| 115. | પીળું | 7000-10000 | 0.4. | 1.4-1.6 | ||
| લીલા | 4200-6000 | 0,3. | ||||
| 150. | પીળું | 5000-7600. | વીસ | 0.4. | 1.8-2.0 | |
| લીલા | 3200-4500 | 0,3. | ||||
| 180. | પીળું | 4200-6300 | 40. | 0,6 | 2.0-2.2 | |
| લીલા | 2600-3700 | ત્રીસ | 0.4. | |||
| 250. | પીળું | 3000-4600 | 65. | 0,6 | 2.2-2.4 | 10-15 |
| લીલા | 2000-2700. | પચાસ | 0.4. | |||
| 300. | પીળું | 2250-3800. | 65. | 0.8-1.0 | 2.4-26 | 12-17 |
| લીલા | 1600-2200. | પચાસ | 0.5-0.7 | |||
| 350. | પીળું | 2200-3300. | 80. | 0.8-1.0 | ||
| લીલા | 1400-2000. | 60. | 0.5-0.7 | |||
| 400. | પીળું | 2000-2900 | 80. | 0.8-1.0 | 2.6-2.8. | 20-25 |
| લીલા | 1200-1700. | 60. | 0.5-0.7 |
વર્તુળો "ટર્બો" અનુકૂળ છે કે તમે તેમને "બલ્ગેરિયન" નો ઉપયોગ કરીને કાપી શકો છો.
ડાયમંડ-ફ્રી લેયરની બાજુની સપાટીમાં સામગ્રી સાથે સંપર્ક ક્ષેત્રને ઘટાડવા માટે, ત્યાં ઝગઝગતું grooves છે, અને તે તરંગ જેવા બને છે. હવે તે માત્ર મોજાના શિરોબિંદુઓ દ્વારા જ સ્પર્શ કરે છે, અને હવા, ગ્રુવ્સ દ્વારા કબજે કરવામાં આવે છે, સારી ઠંડક આપે છે. આ કિસ્સામાં પાણી સાથે ફરજિયાત ઠંડક તમને વાપરવાની જરૂર નથી.
આવા વર્તુળોમાં ત્રણ પ્રકારનાં બંડલ્સ (કાંસ્યના આધારે લોખંડ અને કોબાલ્ટના ઉમેરા સાથે કાંસ્યના આધારે અથવા કાંસ્યના ઉમેરા સાથે કોબાલ્ટ પર આધારિત હોય છે), તેથી રંગ, અનુક્રમે ત્રણ રંગો પીળા, વાદળી અને લીલો રંગ. પીળા વર્તુળોને માર્બલ, સિરામિક અને ટાઇલ, ડ્રાયવૉલ, ડ્રાયવૉલ, છત ટાઇલ્સ, ચૂનાના પત્થર, બળી અને સિલિકેટ ઇંટ, વાદળી - મધ્યમ સખતતા સામગ્રી માટે રચવા માટે રચાયેલ છે: કર્બ સ્ટોન, કોમોટ્ટ ઇંટ, સ્લેટ, સોલિડ માર્બલ, "ફેફસાં" કોંક્રિટ, વર્તુળો લીલા રંગ - સોલિડ સામગ્રી માટે: ગ્રેનાઈટ, "હેવી" કોંક્રિટ અને ઘન ફિલર સાથે કોંક્રિટ.
તેમનો વ્યાસ 300 એમએમ કરતા વધારે નથી, અને સૌથી વધુ ચેસિસ - 230 એમએમ, જે પ્રમાણભૂત બલ્ગેરિયન કેસિંગના કદ દ્વારા નક્કી કરવામાં આવે છે. જો તે તેની શક્તિને મંજૂરી આપે છે, તો ક્યારેક તે કિસિંગ કદ બદલવાની અથવા વર્તુળના વ્યાસને 254mm સુધી લાવવા માટે સેટ કરે છે.
ટર્બો વર્તુળો સાથે ભરતી મોડ્સ
| વ્યાસ ડી, એમએમ | રંગ સર્કલ | પરિભ્રમણ આવર્તન, આરપીએમ | ઊંડાઈ કાપો, મહત્તમ / ડ્રીમ સર્કલ, એમએમ | ફીડ, એમ / મિનિટ | જરૂરી શક્તિ, કેડબલ્યુ |
|---|---|---|---|---|---|
| 110. | પીળું | 9000-14000 | 15/15 | 0,2 | 0,6 |
| વાદળી | |||||
| લીલા | |||||
| 115. | પીળું | 9000-14000 | |||
| વાદળી | |||||
| લીલા | |||||
| 125. | પીળું | 8000-1200. | 1.0 | ||
| વાદળી | |||||
| લીલા | |||||
| 150. | પીળું | 7000-10000 | 20/20 | 1,2 | |
| વાદળી | |||||
| લીલા | |||||
| 180. | પીળું | 6000-8000 | 40/25 | 0,3. | 1,6 |
| વાદળી | |||||
| લીલા | |||||
| 230. | પીળું | 5000-7000 | 60/30 | 2.0 | |
| વાદળી | |||||
| લીલા | |||||
| 254. | પીળું | 4600-6500 | 65/30 | 0.4. | 2,2 |
| વાદળી | |||||
| લીલા | |||||
| 300. | પીળું | 3800-5000 | 80/30 | 2.6 | |
| વાદળી | |||||
| લીલા |
સેગમેન્ટ વર્તુળો ઊંચી કામગીરી પ્રાપ્ત કરવાની મંજૂરી આપે છે કે સામગ્રીના કાપો ટુકડાઓ સેગમેન્ટ્સ વચ્ચેના ગ્રુવ્સમાં પડે છે અને તે જ રીતે દૂર કરવામાં આવે છે જ્યારે ડિસ્ક જોવામાં આવે છે ત્યારે કટીંગમાં દખલ કર્યા વિના. આવા વર્તુળનો વ્યાસ મોટો હોઈ શકે છે, કારણ કે સેગમેન્ટ્સ અલગથી બનાવવામાં આવે છે, અને ત્યારબાદ વર્તુળના શરીરમાં ચાંદીના સોકર અથવા લેસર વેલ્ડીંગ સાથે વેલ્ડને વેચાય છે. લગભગ બધા જ તેમને પાણીથી ઠંડકની જરૂર છે, અને મોટી આવશ્યક શક્તિ ખાસ ખર્ચાળ કટીંગ મશીનોનો ઉપયોગ કરે છે, જેનો ઉલ્લેખ "ઓવરહેલમાં નવા દરવાજા" ના અહેવાલમાં ઉલ્લેખિત છે (જુઓ. Ivdn7 (9) 1998 માં).
બંડલ પ્રકાર અને લેસર વેલ્ડીંગની પસંદગીની પદ્ધતિ, શુષ્ક કટીંગ કોંક્રિટ અને ઇંટ માટે 254 એમએમના વ્યાસ સાથે સેગમેન્ટ વર્તુળો બનાવવાનું શક્ય છે, જે "બલ્ગેરિયન" ના ઉપયોગને મંજૂરી આપે છે.
આગ્રહણીય કટીંગ મોડ્સ સેગમેન્ટ વર્તુળો
| વ્યાસ ડી, એમએમ | કાતરી સામગ્રી | પરિભ્રમણ આવર્તન, આરપીએમ | ઊંડાઈ કાપો, મહત્તમ / ડ્રીમ સર્કલ, એમએમ | ફીડ, એમ / મિનિટ | જરૂરી શક્તિ, કેડબલ્યુ | પાણીનો વપરાશ, એલ / મિનિટ |
|---|---|---|---|---|---|---|
| 230. | માર્બલ | 5200-4800 | 60/30 | 0.1-2.0 | 1.8-2.0 | 8-12. |
| ગ્રેનાઈટ | 2200-3300. | 50/25 | 0.3-1.0 | |||
| કાંકરેટ | 3000-4800 | 50/25 | 2.0-10.0 | 5-8 | ||
| ડબલ્યુ / કોંક્રિટ | 2000-3200 | 50/20 | 1.5-8.0 | |||
| 254. | માર્બલ | 4500-4000 | 80/35 | 0.1-2.0 | 2,0-2.4 | 8-12. |
| ગ્રેનાઈટ | 1900-2800. | 60/30 | 0.3-1.0 | |||
| કાંકરેટ | 2500-4200. | 70/30 | 2.0-10.0 | 5-8 | ||
| ડબલ્યુ / કોંક્રિટ | 1600-2800. | 70/25 | 1.5-8.0 | |||
| 300. | માર્બલ | 3200-3800 | 100/40 | 0.1-2.0 | 2.4-3.5 | 10-15 |
| ગ્રેનાઈટ | 1600-2300. | 80/40. | 0.3-1.0 | |||
| કાંકરેટ | 2000-3800. | 90/40 | 2.0-10.0 | 8-10. | ||
| ડબલ્યુ / કોંક્રિટ | 1200-2400. | 90/30 | 1.5-8.0 | |||
| 350. | માર્બલ | 2700-3300 | 100/40 | 0.1-2.0 | 3.0-4.5 | 10-15 |
| ગ્રેનાઈટ | 1400-2000. | 80/40. | 0.3-1.0 | |||
| કાંકરેટ | 1650-3300. | 90/40 | 2.0-10.0 | 8-10. | ||
| ડબલ્યુ / કોંક્રિટ | 1000-1600 | 90/35 | 1.5-8.0 | |||
| 400. | માર્બલ | 1650-3300. | 140/40 | 0.1-2.0 | 4.5-6.0 | 15-20. |
| ગ્રેનાઈટ | 1200-1700. | 100/40 | 0.3-1.0 | |||
| કાંકરેટ | 1400-2900. | 100/40 | 2.0-10.0 | 10-15 | ||
| ડબલ્યુ / કોંક્રિટ | 800-1200 | 90/35 | 1.5-8.0 |
માં ટર્બો સેગમેન્ટ્ડ વર્તુળો ડાયમંડિક લેયરની તરંગ જેવી બાજુની સપાટીવાળા સેગમેન્ટ્સ વર્તુળના શરીરમાં લેસર વેલ્ડીંગ સાથે વેલ્ડેડ કરવામાં આવે છે. વાઈક ક્રૉચ સેગમેન્ટ વર્તુળો અને ટર્બો વર્તુળોના શ્રેષ્ઠ ગુણધર્મોને જોડે છે: તેઓ ઉચ્ચ પ્રદર્શન ડ્રાય કટીંગ પ્રદાન કરે છે.
ફર્મ "સ્પ્લિટસ્ટોન" તે ખાસ વિકસિત તકનીકની મદદથી હીરા વર્તુળોની અસરકારકતાનું મૂલ્યાંકન કરે છે. આ ઉપયોગને 1 એમ 2 સામગ્રીના 1 એમ 2 અને કટીંગ વર્તુળના સંસાધનને 1 એમ 2 માં સામગ્રીના કટ ક્રોસ સેક્શનના કુલ ક્ષેત્ર તરીકે નક્કી કરવામાં આવે છે, અને વર્તુળોની ગુણવત્તાના ત્રણ ડિગ્રી (મહત્ત્વપૂર્ણ) કરી શકે છે વ્યાખ્યાયિત કરવામાં આવશે - માનક ચાંદી, પ્રીમિયમ ગોલ્ડ અને વ્યવસાયિક પ્લેટિનમ. વર્તુળની ગુણવત્તાની ગુણવત્તા વધારે છે, તેના સ્ત્રોત અને કિંમત જેટલી ઊંચી છે, પરંતુ નિર્ભરતા એ છે કે મોટા પ્રમાણમાં કામ માટે તે ઉચ્ચ ગુણવત્તાના વર્તુળોને પ્રાપ્ત કરવા માટે વધુ નફાકારક છે.
બાહ્ય રૂપે સમાન પ્રકારનાં વર્તુળોને અલગ પાડવામાં આવે છે, પરંતુ શરીરના રંગ દ્વારા વિવિધ ગુણવત્તા શક્ય છે: ઘાટા ટોન ઉચ્ચ ગુણવત્તાની ગુણવત્તાને અનુરૂપ છે, ઉદાહરણ તરીકે, વાદળી (પ્રમાણભૂત ચાંદી), વાદળી (પ્રીમિયમ ગોલ્ડ) અને ડાર્ક બ્લુ (વ્યવસાયિક પ્લેટિનમ).
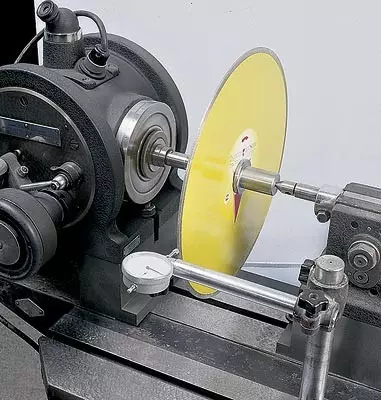
નવી ડિઝાઇનના દરેક કટીંગ વર્તુળને કટીંગ, સંસાધન અને પ્રદર્શન મોડના વાસ્તવિક મૂલ્યો નક્કી કરવા માટે પરીક્ષણ કરવામાં આવે છે, અને દરેક કટીંગ વ્હીલ, વેચાણ માટે ઉત્પાદિત, પૂર્વ-વેચાણ નિયંત્રણ છે. પરંતુ કોઈપણ કિસ્સામાં, ઉપયોગ પરની સૂચનાઓ હીરા કટીંગ વર્તુળને કરવામાં આવે છે, જે કાળજીપૂર્વક શીખી શકાય જેથી હાઇ-સ્પીડ ટૂલના કાર્ય દરમિયાન ઇજા પહોંચાડવી નહીં.
સ્પ્લિટસ્ટોનના મૂલ્યાંકન અનુસાર ટર્બો હીરા વર્તુળોની અસરકારકતા
| વ્યાસ સ્તર ઊંચાઈ પહોળાઈ સ્તરો, એમએમ | રિસોર્સ વીએમ 2 / ખર્ચ 1 એમ 2 કટ, $ | |||||
| માર્બલ | ગ્રેનાઈટ | કાંકરેટ | ||||
| માનક ચાંદી | ||||||
|---|---|---|---|---|---|---|
| 1102,26.0 | 10 | $ 2,2 | 2. | $ 3.0 | 3. | $ 4.0 |
| 1152,48.0 | 12 | 3. | 3. | |||
| 1252,28.0 | 17. | 3. | ચાર | |||
| 1502,68.0 | વીસ | ચાર | ચાર | |||
| 1802,68,5 | 23. | ચાર | પાંચ | |||
| 2302,68,5 | 28. | 6. | 6. | |||
| 2542,68,5 | 35. | 6. | 6. | |||
| પ્રીમિયમ ગોલ્ડ ગુણવત્તા | ||||||
| 1102,26.0 | ચૌદ | $ 1,8. | 3. | $ 2,4. | ચાર | $ 3.5 |
| 1152,48.0 | અઢાર | ચાર | પાંચ | |||
| 1252,28.0 | વીસ | ચાર | પાંચ | |||
| 1502,68.0 | 23. | પાંચ | 7. | |||
| 1802,68,5 | 27. | પાંચ | આઠ | |||
| 2302,68,5 | 35. | 7. | 10 | |||
| 2542,68,5 | 42. | આઠ | અગિયાર | |||
| ગુણવત્તા વ્યવસાયિક પ્લેટિનમ | ||||||
| 1102,26.0 | વીસ | $ 1.0 | ચાર | $ 2,1 | 6.5 | $ 2.9 |
| 1152,48.0 | 23. | પાંચ | 7. | |||
| 1252,28.0 | 24. | 5.5 | આઠ | |||
| 1502,68.0 | 29. | 6. | નવ | |||
| 1802,68,5 | 35. | આઠ | 10 | |||
| 2302,68,5 | 45. | 10 | 13 | |||
| 2542,68,5 | પચાસ | 11.5. | પંદર |
આ અહેવાલ ગોસ્ટ 9206-80 (એડ .1987), ગોસ્ટ 10110-87 (RED.1998) અને ગોસ્ટ 16115-88 (એડ .1998) માંથી શરતોનો ઉપયોગ કરે છે.
સંપાદકો અહેવાલની તૈયારીમાં મદદ માટે કંપની "સ્પ્લિટસ્ટોન" માટે આભારી છે