
પ્લાસ્ટરબોર્ડની વક્ર અને તૂટેલી શીટની મદદથી વિચિત્ર સ્વરૂપોની રચના: પ્લાસ્ટરબોર્ડની શીટના આકારમાં બદલો અને છત અને કમાનવાળા માળખાંની સ્થાપનામાં ફેરફાર કરો.








ટેમ્પલેટ, જેની સાથે તમે પ્લેસ્ટરબોર્ડને ઇચ્છિત આકાર આપી શકો છો, દરેક વિઝાર્ડ પ્રાથમિક શીટ સામગ્રી (પ્લાયવુડ, ચિપબોર્ડ, ડ્રાયવૉલ iT.p) થી 8-15 મીમીની જાડાઈથી કરે છે. નમૂનાની ત્રિજ્યા રચનાત્મક સપાટીના ત્રિજ્યા કરતા સહેજ નાના હોવા જોઈએ, અને નમૂનો પહેલેથી જ પહેલાથી જ અને / અથવા ટૂંકમાં, પ્લાસ્ટરબોર્ડની નમવું શીટ છે.
નમવું આશ્ચર્યજનક રીતે સરળ કરવામાં આવે છે. આના પહેલા જ, જ્યારે તે નમવું હોય ત્યારે વર્કપાઇસની કઈ બાજુને સંકુચિત કરવામાં આવશે તે નક્કી કરવું જરૂરી છે. પછી, આ બાજુ, બિલલેટ પર 10-20 એમએમ ઇન્ક્રીમેન્ટ્સમાં પંચરની શ્રેણી બનાવે છે અને શીટની જાડાઈના ત્રીજા ભાગની ઊંડાઈ અથવા થોડી વધુ. તમે તેમને શિલથી લાગુ કરી શકો છો, પરંતુ વ્યાવસાયિકો ખાસ સોય રોલરનો ઉપયોગ કરે છે. આગળ, આ સપાટીને સ્પોન્જ અથવા બ્રશથી પાણીથી ભીનું થાય છે. પ્લાસ્ટર કોરને પાણી સાથે સંતૃપ્ત કરતા પહેલા પ્રોસેસિંગ ઘણી વાર હાથ ધરવામાં આવે છે (તે લગભગ એક કલાકમાં શોષાય છે). સરળ રીતે કામ કરવા માટે અને શીટની બીજી બાજુ (આ કિસ્સામાં, જ્યારે flexing, કાચા કાર્ડબોર્ડ બ્રેક્સ શક્ય હોય ત્યારે), ખાલી લાકડાના અથવા રબરના gaskets પર punctured બાજુ પર મૂકવામાં આવે છે. ત્યારબાદ વર્કપીસ કાળજીપૂર્વક તેના સાઇડવૉલની સપ્રમાણતાથી સંબંધિત ટેમ્પલેટ પર ઇન્સ્ટોલ કરવામાં આવે છે અને તેના પર સરળ રીતે વળાંક આપે છે.
નિસ્તેજ સ્થિતિમાં, વર્કપીસ સુધારાઈ ગયેલ છે અને સૂકવણી માટે છોડી દીધી છે. ઉદાહરણ તરીકે, તે એક સ્ટીકી રિબન સાથે ઘણી વખત આવરિત થઈ શકે છે અને ટેમ્પલેટને ટેમ્પલેટમાંથી દૂર કરી શકાય છે જેનો ઉપયોગ આગલી શીટ માટે થાય છે. વર્કપિસની સૂકવણીની અવધિ 12 થી 22 છે.
કર્કચરના નાના ત્રિજ્યા સાથે કર્વિલિનર તત્વોના ઉત્પાદન માટે, બીજી પદ્ધતિનો ઉપયોગ 100 થી 400 મીમીથી થાય છે. તેના સાર નીચે પ્રમાણે છે. વર્કપીસના વિરુદ્ધ બાજુ (ચહેરાને રૂમમાં ઉમેરે છે) પી-આકારના ગ્રુવ્સની શ્રેણીમાં, બેન્ડિંગની સમાંતર રેખાઓ. ગ્રુવ્સની ઊંડાઈ, પહોળાઈ અને પગથિયું તેના પર આધાર રાખે છે જેના પર વક્રના ત્રિજ્યાને મેળવવા માટે જરૂરી છે. તે વિશાળ અને ઊંડા (ફ્રન્ટ સાઇડ પર કાર્ડબોર્ડ સુધી) કરતાં ગ્રુવ્સનું પગલું ઓછું છે, વધુ ગંભીર અને સરળ રીતે વળાંક સપાટી છે. માર્ગ દ્વારા, ખીલનો ઉપયોગ કરીને વિસ્તાર ખાલી જગ્યાઓ પર નાના પર ખીલ કરી શકાય છે. બિલલેટને પછીથી ધૂળથી સંપૂર્ણપણે સાફ કરવામાં આવે છે અને અગાઉ તૈયાર ગ્રુવ પેટર્ન પર સ્ટેક કરવામાં આવે છે. તે જ સમયે, તે વળે છે, અને ગ્રુવ્સના નવા આકારને જાળવવા માટે લાગુ થાય છે. આ માટે શ્રેષ્ઠ સ્પેસ "યુનિફોલોટ" માટે યોગ્ય છે. પટ્ટીને સૂકવવા પછી, ટુકડોને સ્થાને સ્થાપિત કરી શકાય છે.
પગલાવાળી અને તૂટી ગયેલી સપાટીઓ બનાવો જે આંતરિકમાં સરંજામ તત્વોની રચના માટે વધારાની તકો આપે છે અથવા એન્જિનિયરિંગ કોમ્યુનિકેશન્સને છૂપાવવા માટે વધારાની તકો આપે છે, જો તે શીટના વિરુદ્ધ બાજુ પર કાર્ડબોર્ડ સુધી વી આકારના ગ્રુવ્સ દ્વારા વી-આકારના ગ્રુવ્સ દ્વારા કાપવામાં આવે તો તે મુશ્કેલ નથી. (પરંતુ કાર્ડબોર્ડ સ્પર્શ કરતું નથી !!!) તે સ્થાનોમાં જ્યાં તે બ્રેક બનાવવા માટે જરૂરી છે.
ન્યૂનતમ ત્રિજ્યા ફ્લેક્સિબલ પ્લાસ્ટરબોર્ડ શીટ
| પર્ણ રાજ્ય | રેડિયસ શીટ જાડાઈ, એમએમ સાથે નમવું | ||
|---|---|---|---|
| 6.5 | 9.5 | 12.5 | |
| ભીનું | 3300. | 3500. | 31000. |
| સુકા | 31000. | 32000. | 32750. |
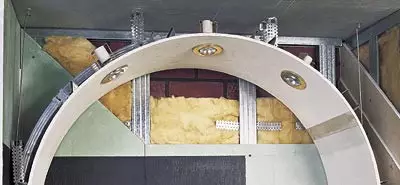
છત અને કમાનવાળા માળખાંની સ્થાપના

આ ફ્રેમ્સના મુખ્ય ઘટકો કહેવાતા પ્રોફાઇલ્સ છે: છત પ્રકારના પીપી (60 મીમી પહોળા અને ઊંચાઈ 27 એમએમ) અને વિવિધ રેડીના વક્રના કમાનવાળા પ્રકાર. આવા પ્રોફાઇલ્સના છાજલીઓ અંદર અને બહારના બંનેને વક્ર કરી શકાય છે, જે તમને છત કેવલોક્સ અને અંતરાય આકારના તત્વોને આપવાની મંજૂરી આપે છે. જો તમે તૈયાર કરેલ નિસ્તેજ રૂપરેખાઓ પસંદ કરવામાં નિષ્ફળ રહ્યા છો, તો જરૂરી ફોર્મ્સ સરળતાથી તમારા દ્વારા બનાવવામાં આવી શકે છે. આ હેતુ માટે, વી આકારના કટ સીધી પ્રોફાઇલના છાજલીઓ પર બનાવવામાં આવે છે અને પછી તેને પાછું વળે છે. વક્ર શીટ જોડાયેલ હોય ત્યાં સુધી પ્રોફાઇલ્સનું માળખું છત પર માઉન્ટ થયેલું છે. અલગ વક્ર રૂપરેખાઓ અથવા ફ્રેમ એક ડોવેલ સાથે છત સાથે જોડાયેલ છે અથવા કહેવાતા ડાયરેક્ટ સસ્પેન્શન (સ્પેશિયલ ડિઝાઇન કૌંસ) પર સસ્પેન્ડ કરવામાં આવે છે, જે પ્રોફાઇલમાં ફીટથી સ્ક્રૂ કરે છે. માનક સસ્પેન્શનની લંબાઈ વધારવા માટે, તમે વિશિષ્ટ એક્સ્ટેંશન સ્ટુડને લાગુ કરી શકો છો. Dowels ની આંદોલન નિલંબિત માળખું આકાર, વિસ્તાર અને સમૂહ પર આધાર રાખે છે, પરંતુ તે 80 સે.મી. કરતા વધારે ન હોવું જોઈએ. જ્યારે ઉચ્ચ હાડપિંજર પર ઇન્સ્ટોલ કરતી વખતે, વક્ર શીટ પ્રથમ પ્લાસ્ટરબોર્ડ છત અને ફ્લોર વચ્ચેના વર્ટીસિયસ દ્વારા ઇન્સ્ટોલ કરેલા ટી-આકારની સ્ટેન્ડનો ઉપયોગ કરીને નિશ્ચિત કરવામાં આવે છે. પછી શીટ સ્વ-ટેપિંગ ફીટનો ઉપયોગ કરીને ફ્રેમ પ્રોફાઇલ્સ સાથે જોડાયેલ છે, જે શીટના મધ્યથી અને ધીમે ધીમે ધાર તરફ વળે છે. શીટની સપાટી પરના ડ્રાયવૉલ લંબચોરસમાં ડ્રાયવૉલમાં શામેલ હોવું જોઈએ અને ઓછામાં ઓછા 20 મીમીની ઊંડાઇએ ઓછામાં ઓછા 10 મીમીની ઊંડાઈમાં મેટલ પ્રોફાઇલમાં પ્રવેશ કરવો જોઈએ. ફીટના માથાને ડ્રાયવૉલની શીટમાં 0.5-1 એમએમ દ્વારા દૂર કરવામાં આવે છે, અને પછી તે જરૂરી છે.
પ્લાસ્ટરબોર્ડ શીટ્સના ટુચકાઓ કેરિયર પ્રોફાઇલ્સ અથવા બાર પર હોવી જોઈએ. જ્યારે તે અશક્ય છે, ત્યારે શીટ્સના વિપરીત બાજુથી સાંધામાં 0.5-0.6 એમએમની જાડાઈ અને 100 એમએમની પહોળાઈ લાદવામાં આવે છે. આગળ, સીમ સ્ટાન્ડર્ડ ટેકનોલોજી અનુસાર બનાવવામાં આવે છે, અને જો જરૂરી હોય તો, સમગ્ર સપાટીના શૉટલોકિંગ.