
Gyémánt vágási kör: kiválasztási szabályok, körök típusai, ajánlott vágási módok, Turbo körök hatékonysága.



(SCHOP a porszigeteléshez vagy anélkül) lehetővé teszi, hogy a vágási kört 254 mm átmérőjű





Maximális maximum, de a porlástalanság hatástalan. Ezeknek a területeknek a véletlensége, az ellenkezője
Néha szükség van az azbesztcementcső, a tégla, csempe, gránit vagy márványlemez, a vasbeton egység vagy a kőblokk részét, általában szilárd építőanyagot. És pontosan vágja le, miközben megőrzi egy bizonyos méretet. Lehetséges megoldani egy ilyen problémát egy gyémántvágó kör segítségével, amely vágógépre vagy hordozható vágógépre, és leggyakrabban - a sarokcsiszológépen, általában a bolgárnak nevezik.
Diamond egy típusú tiszta szén és a legkeményebb anyag a Földön, de fölé hevítve 800s azt irreverzíbilisen fordult eléggé lágy grafit. A gyémánt körükön szinte bármilyen anyagot lehet vágni, miközben még mindig szükség van a kör hőmérsékletének szigorúan korlátozni. Ezért egy gyémánt kör nem használható fémek vágására, előnyben részesítve a csiszolókör.
A gyémántokat különböző módon alkalmazzák a kör acélhéjára. A leggyakoribb a leggyakoribb, amelynek több ezer műszaki (mesterséges vagy természetes) kristály mérete 0,2-1,8 mm-re keveredik a fémek még kisebb részecskéivel. A gyártás egy gyémánt például a kör, a típusát „korona” kerülete körül egy vékony acél lemezt egy lyuk a központ ezt a keveréket, egy gyűrű D átmérőjénél, magasság és vastagságú, vannak nyomva. A belső vágóél gyémánt vágási kör gyártása során ugyanazt a gyűrűt a központi ház lyuk körül nyomjuk. A fémrészecskék későbbi szinteredése egy kötőanyag-keret kialakulásához vezet, amely a gyémántok tartós rögzítéséhez a perem szerepét játssza. A vágókör a gyémódréteggel a kerület körül a központi ültetési lyuk a vágógép, a vágógép, a "bolgár" meghajtó tengelyén található.
Alapvető szabályok a gyémánt vágási kör kiválasztására
A D kör átmérője jobb, ha a "bolgár" erejét, de legfeljebb 254 mm-es teljesítményt nyújtja, különben nehéz lesz a nagy nyomaték miatt dolgozni, különösen a műszer megkezdése során.A legmagasabb minőségű chips nélküli vágás a vágógépre szerelt "korona" körét biztosítja hűtés közben.
Vágásához természetes anyagok (márvány, gránit, gabbro, kvarcit) köröket szaggatott él, akkor jobb, ha választani keskeny hornyok a szegmensek közötti kizárni egy éles, kellemetlen hang, és a vágás beton, szélesebb hornyok megfelelő növekedés termelékenység.
Ha a vágási kör átmérője nagyobb, mint a bolgár tengely átmérője, használja az átmeneti gyűrűt (például megvásárolható például a "Splitstone cégen"). Nézze meg, hogy nem zavarja a kör megbízható rögzítését.
A gyémántvágó körök változatosságát hűtés nélkül vagy vízzel kényszerített hűtéssel használják. A kompozíció szerint egy kört választanak ki nagyon óvatosan, mivel nemcsak megbízhatóan rögzíti a gyémántokat, hanem a magas hőmérséklet és jelentős mechanikai terhelés ellen.
A gyémánt vágási körök több tucat céget kínálnak az orosz piacra, például belga Diamond-Board, olasz Diamond-D, Német Dronco és Bosch, Hilti Liechtenstein, Bulgária Sparky, ukrán "Ukr-Diamant", számos kínai gyártó Mivel a hazai cégek között a Moszkvai "Splitstone" és a Moszkva Tomal közelében. Érdemes megjegyezni, hogy a címkén feltüntetett vállalat nem feltétlenül gyártója. Csak a szögletes csiszológépek, vágógépek és vágógépek gyártói a márkájuk alatt vágott köröket kínálnak számukra. De minden esetben a kör házában vagy a csomagolásánál, az anyagot fel kell tüntetni, hogy a vágást a kör megtervezze, vagy a kör testét a köteg típusától függően festjük, vagy a ugyanolyan színű.
A gyémántvágók fő típusai
| Oldalsó felület | Élvonalbeli | |
|---|---|---|
| Szilárd | Időszakos | |
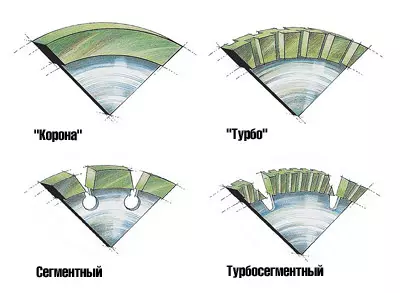
| Lakás | "Korona" | Szegmens |
| Hullám alakú | "Turbo" | Turbo szegmentált |
A gyémántvágó kör megkülönbözteti a vágóél alakját és a diamondikus réteg oldalfelszínének alakját. A diamondikus réteg vágóéle határozza meg a folyamat teljesítményét, és szilárd vagy szakaszos, amelyet a kör szegmensei képeznek. A diamondikus réteg oldalsó felülete befolyásolja a hőteljesítményt a vágás során, és lapos vagy hullámszerű. A vágóél alakjának különböző kombinációi a diamondikus réteg oldalsó felületének alakjával négy fő gyémántvágó körök létrehozásához vezetett. Ez a négy fajta körök következőképpen hivatkozunk: „Crown” (egy szilárd lapos diamondic réteg), „turbó” (egy szilárd hullámszerű diamondi réteg), szegmens (szablya-szerű lapos szegmens) és az turbogene (gyémánt - hasonló hullámszerű szegmensek). A körök vágása szakaszos vágóélrel Nagyon hasonlít a lemezfűrészek sajátos formájú fogakkal. A legtöbb kör esetében a dél-afrikai vállalati deberek gyémántpor használható.
A "korona" körök biztosítják az anyag legkisebb fogyasztását és a sima széleket, de a sík szilárd diamondikus réteg nagy részét az anyaggal jelentős mennyiségű hő elosztásához vezet. Ez a mennyiség a forgási vágási módokat és a kör mozgásától függ (takarmány). Ezért a vízzel végzett körök kényszerített hűtését szinte mindig használják, amelynek szükséges fogyasztása a kör D átmérőjétől függ.
Ez a jelentés a Diamond Circles-ről és a splitstone által felhalmozott vágási módokat nagy számú kísérlet eredményeként használja.
Meg kell jegyezni, hogy a vágási módok értékeinek csökkenésével összehasonlítva a táblázatokban megadott adatokkal, a gyémánt kört irracionálisan alkalmazzák, és a fűtés növekedésével nő.
Körök "korona" Kétféle kötegből állnak (bronz és kobalt alapján bronz hozzáadása alapján), így két színben, sárga és zöld színűek. A kerekek sárga tervezték vágására puhább anyagok: márvány, gipsz, gipszkarton, csempe, kerámia és féldrágakő, és zöld színű körök szilárd anyagok: gránit, kvarcit, labradorit, természetes kövek, szilícium. A D kör "korona" átmérője nem haladja meg a 400 mm-t.
Szinte minden kör "korona" vágását vágógépen kell előállítani, állandó vízellátást biztosítva. De a közelmúltban a "korona" átmérője legfeljebb 230 mm átmérőjű körök kerámia csempe. Ehhez használhatja a szokásos "bolgár" -t.
Gyakorlati ajánlások
Meg kell jegyezni, hogy az anyag 1m2-es vágása drágább, mint a "Turbo" kör, és a turbó-szegmens drágább, mint a szegmens.Az új vágási kör első biztos, hogy csavarja körülbelül 5 percig, a „bolgár” egy öltözött burkolat kört magában. Az a tény, hogy a körbe való szállítás során mikroszkópos repedések néha kialakulnak, ami a kör megsemmisítéséhez vezethet.
A kör intenzív szikrázásával és fűtésével vágja le a vágást, és a köröt az anyag fölé emeli, körülbelül 10 másodpercig, majd folytassa a csökkentett takarmányozással.
Ha a fém megerősítésű "turbó" körét a vasbeton vágásának folyamatában körülbelül 30-50% -kal kell csökkenteni.
A gyémánt szegmensek teljes viselése után ne dobja el a szegmens körét. Splitstone cég támadja meg az új Diamondic szegmenseket, amelyek lehetővé teszik, hogy az új kör költségeinek mintegy 20% -át takarja meg.
Ajánlott vágási módok korona körökkel
| D, MM átmérő | Színes kör | Rotációs frekvencia, RPM | Vágott mélység, max., Mm | Takarmány, m / perc | Szükséges teljesítmény, kw | Vízfogyasztás, L / Min |
|---|---|---|---|---|---|---|
| 110. | Sárga | 7000-10000 | tizenöt | 0,4. | 1.2-1.4 | 5-10. |
| Zöld | 4200-6000 | 0,3. | ||||
| 115. | Sárga | 7000-10000 | 0,4. | 1.4-1,6 | ||
| Zöld | 4200-6000 | 0,3. | ||||
| 150. | Sárga | 5000-7600. | húsz | 0,4. | 1.8-2.0 | |
| Zöld | 3200-4500 | 0,3. | ||||
| 180. | Sárga | 4200-6300 | 40. | 0,6 | 2.0-2.2 | |
| Zöld | 2600-3700 | harminc | 0,4. | |||
| 250. | Sárga | 3000-4600 | 65. | 0,6 | 2.2-2.4 | 10-15 |
| Zöld | 2000-2700. | ötven | 0,4. | |||
| 300. | Sárga | 2250-3800. | 65. | 0,8-1,0 | 2.4-26 | 12-17 |
| Zöld | 1600-2200. | ötven | 0,5-0,7 | |||
| 350. | Sárga | 2200-3300. | 80. | 0,8-1,0 | ||
| Zöld | 1400-2000. | 60. | 0,5-0,7 | |||
| 400. | Sárga | 2000-2900 | 80. | 0,8-1,0 | 2.6-2.8. | 20-25 |
| Zöld | 1200-1700. | 60. | 0,5-0,7 |
Körök "Turbo" Kényelmes, hogy elvághatja őket a "bolgár" használatával.
Az érintkezési terület csökkentése az anyaggal a gyémántmentes réteg oldalfelszínén, vannak ferde hornyok, és hullámszerűvé válik. Most csak a hullámok csúcsai, és a levegő, amelyet a hornyok rögzítenek, jó hűtést biztosítanak. Kényszerített hűtés vízzel ebben az esetben nem kell használni.
Az ilyen köröket háromféle köteggel (Bronz alapján bronz alapján állítják elő, a bronz és a kobalt hozzáadásával, vagy a bronz hozzáadásával, a bronz hozzáadásával, így színes, három színű sárga, kék és zöld színű. Sárga körök tervezték száraz vágáshoz márvány, kerámia és csempe, gipszkarton, tetőcserép, mészkő, égetett és szilikát tégla, kék - a közepes keménységű anyagok: járdaszegély, samott tégla, pala, szilárd márvány, „tüdő” konkrét, körök Zöld szín- szilárd anyagokhoz: gránit, "nehéz" beton és beton szilárd töltőanyaggal.
Átmérőjük nem haladja meg a 300 mm-t, és a legtöbb alváz - 230 mm, amelyet a standard bolgár burkolat mérete határoz meg. Ha lehetővé teszi a hatalmát, néha a burkolat méretezéséhez vagy anélkül állítható be, vagy anélkül, hogy a kör átmérőjét 254 mm-re hozza.
Ajánlott vágási módok Turbo körökkel
| D, MM átmérő | Színes kör | Rotációs frekvencia, RPM | Vágott mélység, max. / Álom kör, mm | Takarmány, m / perc | Szükséges teljesítmény, kw |
|---|---|---|---|---|---|
| 110. | Sárga | 9000-14000 | 15/15 | 0,2 | 0,6 |
| Kék | |||||
| Zöld | |||||
| 115. | Sárga | 9000-14000 | |||
| Kék | |||||
| Zöld | |||||
| 125. | Sárga | 8000-1200. | 1.0 | ||
| Kék | |||||
| Zöld | |||||
| 150. | Sárga | 7000-10000 | 20/20 | 1,2 | |
| Kék | |||||
| Zöld | |||||
| 180. | Sárga | 6000-8000 | 40/25 | 0,3. | 1,6 |
| Kék | |||||
| Zöld | |||||
| 230. | Sárga | 5000-7000 | 60/30 | 2.0 | |
| Kék | |||||
| Zöld | |||||
| 254. | Sárga | 4600-6500 | 65/30 | 0,4. | 2,2 |
| Kék | |||||
| Zöld | |||||
| 300. | Sárga | 3800-5000 | 80/30 | 2.6 | |
| Kék | |||||
| Zöld |
Szegmens körök Engedélyezett magasabb teljesítmény elérése miatt, mivel az anyag vágott fragmensei a szegmensek közötti hornyokba esnek, és ugyanúgy távolíthatók el, mint amikor a lemezfűrész vágás, a vágás nélkül. Az ilyen kör átmérője nagy lehet, mivel a szegmenseket külön-külön készítik el, majd forrasztják a Circle Body-hoz ezüst forrasztóval vagy lézeres hegesztéssel. Szinte mindegyikük hűsítést igényel vízzel, és egy nagy igényű hatalom erõsíti a speciális drága vágógépek használatát, amelyeket az "Új ajtó a túlnyomóban" című jelentésben említettek (lásd: IVDN7 (9) 1998-ban).
A köteg típusának és a lézeres hegesztésnek a kiválasztásának módja 254 mm átmérőjű szegmensköröket készíthet a száraz vágóbeton és tégla számára, amely lehetővé teszi a "bolgár" használatát.
Ajánlott vágási módok szegmenskörök
| D, MM átmérő | Szeletelt anyag | Rotációs frekvencia, RPM | Vágott mélység, max. / Álom kör, mm | Takarmány, m / perc | Szükséges teljesítmény, kw | Vízfogyasztás, L / Min |
|---|---|---|---|---|---|---|
| 230. | Üveggolyó | 5200-4800 | 60/30 | 0,1-2,0 | 1.8-2.0 | 8-12. |
| Gránit | 2200-3300. | 50/25 | 0,3-1,0 | |||
| Konkrét | 3000-4800 | 50/25 | 2.0-10.0 | 5-8 | ||
| B beton | 2000-3200 | 50/20 | 1.5-8.0 | |||
| 254. | Üveggolyó | 4500-4000 | 80/35 | 0,1-2,0 | 2,0-2,4 | 8-12. |
| Gránit | 1900-2800. | 60/30 | 0,3-1,0 | |||
| Konkrét | 2500-4200. | 70/30 | 2.0-10.0 | 5-8 | ||
| B beton | 1600-2800. | 70/25 | 1.5-8.0 | |||
| 300. | Üveggolyó | 3200-3800 | 100/40 | 0,1-2,0 | 2.4-3.5 | 10-15 |
| Gránit | 1600-2300. | 80/40. | 0,3-1,0 | |||
| Konkrét | 2000-3800. | 90/40 | 2.0-10.0 | 8-10. | ||
| B beton | 1200-2400. | 90/30 | 1.5-8.0 | |||
| 350. | Üveggolyó | 2700-3300 | 100/40 | 0,1-2,0 | 3.0-4.5 | 10-15 |
| Gránit | 1400-2000. | 80/40. | 0,3-1,0 | |||
| Konkrét | 1650-3300. | 90/40 | 2.0-10.0 | 8-10. | ||
| B beton | 1000-1600 | 90/35 | 1.5-8.0 | |||
| 400. | Üveggolyó | 1650-3300. | 140/40 | 0,1-2,0 | 4.5-6.0 | 15-20. |
| Gránit | 1200-1700. | 100/40 | 0,3-1,0 | |||
| Konkrét | 1400-2900. | 100/40 | 2.0-10.0 | 10-15 | ||
| B beton | 800-1200 | 90/35 | 1.5-8.0 |
BAN BEN Turbo szegmentált körök A diamondikus réteg hullámszerű oldalfelszínével ellátott szegmenseket lézeres hegesztéssel hegesztették a kör testéhez. Waich Croach kombinálta a szegmenskörök és a turbó körök legjobb tulajdonságait: nagy teljesítményű száraz vágást biztosítanak.
"Splitstone" cég Értékeli a gyémántkörök hatékonyságát egy speciálisan fejlett technika segítségével. A felhasználást az anyag 1m2-es vágása és a vágási kör erőforrásai határozzák meg, mint az anyag vágott keresztmetszeteinek teljes területe 1m2-ben, és a körök minőségének három foka (apszparabál) Meg kell határozni - standard ezüst, prémium arany és professzionális platina. Minél magasabb a körminőség minősége, annál magasabb az erőforrásai és a költségek, de a függőség olyan, hogy nagy mennyiségű munka esetén jövedelmezőbb, hogy megszerezzék a magasabb minőségű körök megszerzését.
Külsőleg megkülönbözteti az azonos típusú és egy kötegű köröket, de a test színe a test színével lehetséges: a sötétebb hang nagyobb minőségű, például kék (standard ezüst), kék (prémium arany) és sötétkék (professzionális platina).
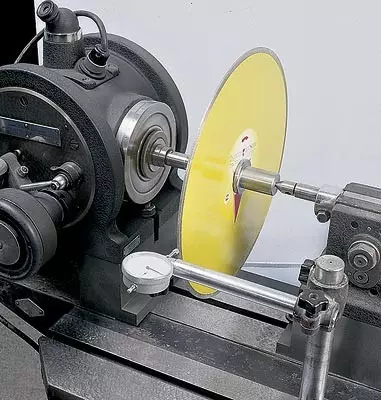
Az új design minden vágókörét teszteljük annak meghatározására, hogy meghatározzák a vágási, erőforrás- és teljesítménymódok valós értékeit, és minden egyes vágókeréket, amelyet eladásra gyártanak, előzetes ellenőrzés. De minden esetben a használatra vonatkozó utasításokat a gyémántvágó körbe kell tenni, amelyet gondosan meg kell tanulni, hogy ne okozzon sérülést a nagysebességű eszköz munkájában.
A Turbo Diamond körök hatékonysága a Splitstone értékelése szerint
| Átmérő CROD réteg magasság Szélességű rétegek, mm | Erőforrás VM2 / költség 1m2 vágott, $ | |||||
| Üveggolyó | Gránit | Konkrét | ||||
| Szabványos ezüst | ||||||
|---|---|---|---|---|---|---|
| 1102,26,0 | 10 | $ 2,2 | 2. | $ 3.0 | 3. | $ 4.0 |
| 1152,48,0 | 12 | 3. | 3. | |||
| 1252,28,0 | 17. | 3. | négy | |||
| 1502,68,0 | húsz | négy | négy | |||
| 1802,68,5 | 23. | négy | öt | |||
| 2302,68,5 | 28. | 6. | 6. | |||
| 2542,68,5 | 35. | 6. | 6. | |||
| Prémium arany minőség | ||||||
| 1102,26,0 | tizennégy | $ 1,8. | 3. | $ 2,4. | négy | $ 3.5 |
| 1152,48,0 | tizennyolc | négy | öt | |||
| 1252,28,0 | húsz | négy | öt | |||
| 1502,68,0 | 23. | öt | 7. | |||
| 1802,68,5 | 27. | öt | nyolc | |||
| 2302,68,5 | 35. | 7. | 10 | |||
| 2542,68,5 | 42. | nyolc | tizenegy | |||
| Minőségi szakmai platina | ||||||
| 1102,26,0 | húsz | $ 1.0 | négy | $ 2,1 | 6.5 | $ 2.9 |
| 1152,48,0 | 23. | öt | 7. | |||
| 1252,28,0 | 24. | 5.5 | nyolc | |||
| 1502,68,0 | 29. | 6. | kilenc | |||
| 1802,68,5 | 35. | nyolc | 10 | |||
| 2302,68,5 | 45. | 10 | 13 | |||
| 2542,68,5 | ötven | 11.5. | tizenöt |
A jelentés a GOST 9206-80 (ED.1987), GOST 10110-87 (RED.1998) és a GOST 16115-88 (ED.1998).
A szerkesztők hálásak a "Splitstone" cégnek a jelentés előkészítésében