
Ajánlások a kézi fűrészek kiválasztására különböző anyagok fűrészeléséhez, fogak villogó technológia, hasznos tippek.

Sorrend
Fájl fogakkal való élesítés:




Turtsev hígító kézfűrészek:




a) Hacksaw univerzális foggal,
b) egy templommal ivott
c) Fűrészanyagok
d) Lobzik látta,
e) élelmiszerfűrész,
e) loaky fűrész,
g) kétkezes fűrész
h) szegélyfűrész


Ha az elektromos szerszámok használata drága vagy lehetetlen a villamos energia hiánya miatt, vagy magas páratartalommal veszélyes, meg kell emlékezni a szokásos kézfűrész ...
Az asztalos szerszámok - elektromos fűrészek, elektromosan megcsípett, elektromos fűrészek, elektromos fűrészek, elektromos fűrészek, elektromos fűrészek, egyszerűsíti a fa kezelését, és jelentősen csökkenti az emberi test fizikai erőfeszítését. Elég ahhoz, hogy a szerszámot a hálózathoz vagy az akkumulátorhoz csatlakoztassa, és anélkül, hogy sok erőfeszítést szeretne küldeni a kívánt oldalra a munka folyamatában. Ma este azokban az esetekben, amikor az elektromos kéziszerszámok használata drága vagy lehetetlen a villamos energia hiánya miatt, vagy veszélyes a magas páratartalommal, emlékezni kell a szokásos kézi asztalos eszközről.
Egy kicsit a feltételekről. A két szakmában az ács és az ács előnyben részesíti az első, a Chekhov Luke Alexandrych argumentumait követve, magyarázza a mellkasát: "Te, gesztenye, rovargyártás és semmi más. Egy személy ugyanaz, mint egy asztalos az asztalos ellen ... "
Munka egy kézi eszközzel, persze, bonyolultabb, mint az elektromos, mivel időre van szükség az izom erőfeszítéssel, és ugyanakkor alkalmazhat szakmai technikákat és készségeket. Azonban egy bizonyos készséggel a késztermék minősége egyáltalán nem szenved. A kézi szerszám működtetésekor affektív terhelés nem kevésbé hasznos, mint az edzőteremben lévő osztályok.
Az egyik leggyakoribb kézi eszköz egy kézi fűrész, amely minden otthonban elérhető, és amely úgy tűnt, hogy mindent tud. Azonban a gyártók, mint a svéd Sandvik, az amerikai Stanley, a Német Stabila és a KONEX, a dán Ehen, a finn pikotera, a holland prémium, a spanyol ascona és a Furka, a francia ultra, valamint számos orosz gyár, például Izhevsky, Nizhne Novgorod és Novosibirszk továbbra is javítja a kézi fűrészeket, és ellátja őket a piacunknak.
Egy kicsit a feltételekről. Szólva az eredmény dolgozik, mint a fűrész, a hazai szakirodalomban három ekvivalens terminats általában használt, és ásott és propil. Ezeknek a szavaknak a közös gyökere nemzeti jellemzője, amely az előtag jelenlétében intuitív módon okozza az oldalsó társulásokat. Nyilvánvaló tehát, ezért az első kifejezést az orosz szabványban választják ki a hackek, mint a legoptimistább.
A fogat lépés kiválasztásának fő szabályai
Látta, hogy könnyebb, ha egyszerre ugyanabban az időben legalább 8-10 fog.Fűrész nagy fogak fűrészek gyorsan, de a szélén a vágott öntözik egyenetlen, jar, rezgés eredő elégtelen egyidejűleg számos fogak.
A kis fogakkal ellátott szerszám lassabban lassabb a fűrészpor eltávolításának összetettsége miatt, de ugyanakkor a vágás széle tisztább.
A nagyszálas fa keresztirányú fűrészképesével kényelmesebb a fűrész használata nagy fogakkal vagy TPI = 7-3,5 (t = 3,5-6,5 mm), hagyományos fűrészekkel - átlagos foggal vagy TPI = 9-7 (t = 3-3,5 mm), pontos fűrészfesték fogakkal vagy TPI = 13-9 (t = 2-3mm), végül az ultra-vékony asztalos munkához, finom fogakkal vagy TPI = 16-13 (t = 1,5-2 mm), sőt TPI-vel is = 19 (t = 1,25mm).
Az izomtisztító izomerejének hatékony használatához a fűrészlap nagyméretesen hosszú, 550-650 mm, egy közepes, 450-550 mm-es vászon, és 250 mm-es finom foggal rendelkező vászon.
A vászon egyik löketében minden fogfűrészeket az anyagba vágjuk a magasság részére, fokozatosan kialakítva a kívánt mélységet. A fogak anyagának szálak vágásához a fűrészeknek éles pengékkel kell rendelkezniük, amelyek egy fájlral, csiszolási körrel vagy csiszoló rúddal élnek. Ha a fűrészfűrész nem edzett, akkor könnyebb feldolgozni a fájlt háromszög alakú vagy rombikus keresztmetszettel.
A kézfűrész fogainak mérete szintén befolyásolja mind a teljesítményt, mind a fűrészelés kényelmét, és becslések szerint egy fog lépés, amelyet néhány országban nem olyan országokban mérnek. Az UNA jelzi a T betűt és a VMM mérését, mint a szomszédos fogak csúcsai közötti távolságot (például t = 2,5 mm). Az országok szempontjából TPI-t jelöli (az angol nyelvű fogak keresztmetszeteit), és a fogak számával mérve egy hüvelykben (például TPI = 7 vagy 7zubyev per inch). Ez annak köszönhető, hogy az elhúzódó átmeneti ezen országok az elavult „gondolta gondolkodású” rendszer olyan intézkedést, amely úgy működik, egységek láb (angol Footing) és egy inch (holland Duim-thumb), az általánosan elfogadott nemzetközi metrikus SI rendszerben. Ezért egyes importált kézi fűrészek jelzik a fogak lépését TPI-ben, amely a TPI értékével 25,4 mm-es lépésekkel számolható, és a kapott privátra kerekíthető az értékre, több0.5mm-re.
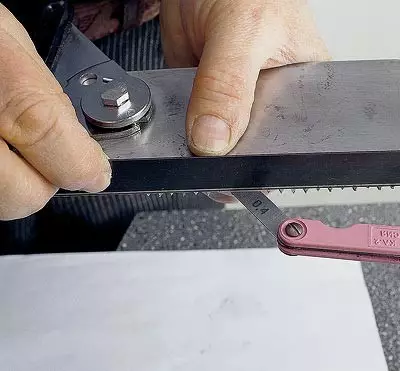
Annak érdekében, hogy a vászon ne legyen az anyagban, a fogak elvezetése után elvégzi a válásukat, felváltva a bal balra balra, a második jobbra, a harmadikat, a negyediket és a jobbra stb. Az eredmény az elvált fogak szélesebbé teszik, mint a Havice Canvase vastagságát.
A távolság, hogy az egyes fogak tetejét veszik, korlátozottnak kell lennie, elégtelen távolsággal, az elválasztási válás gyakorlatilag nem ad semmit, és túl sok távolságra látja, hogy nehezebb lesz, mivel a fog más részeink kezdenek dolgozni a pengével együtt. Ennek eredményeképpen jelentős mennyiségű anyagot fordítanak fűrészporra. A fogak válásának optimális mennyiségének meghatározásához az alábbi ábrát használhatja.
Gyorsan, és ami a legfontosabb, a fűrész fogainak lebontása nem olyan egyszerű. Az asztalos a fogakat speciális kulccsal a slots-"kábelezéssel", sőt "a szemen", egy csavarhúzóval, széles pengével vagy egy fejszével. A speciális fogók és egy szonda készlete meglehetősen pontosan meglehetősen tenyésztheti a fűrész fogait a készség hiányában.
A fűrész céljától függően a fogai ugyanolyan és különböző formájúak lehetnek. A fa rostjai egyenes háromszög alakú fogatlal látták a fát, amely csökkenti és közvetlen, és a penge lapátok fordított ütemeiben ferde élesítéssel, mindkét oldalon található. A fát a szálak mentén fűrészelt egy késsel, a ferde háromszög alakú lapos éleivel, amelynek teteje keskeny vésővel működik, a vászon közvetlen irányával. Egy ilyen fog inkább nem vágja le, hanem a szálakat kapja, de csodálatos, a vágás falai simábbak, mint az első esetben. Ahhoz, hogy mind a rostok, mind a szálakon keresztül inni, ugyanazt a hacksaw-nak egy univerzális fognak kell lennie, amely kissé megdönthető egy egyenes fog előtt. Az ilyen eszköz kevésbé produktív, mert csak "összenyomva" mozog, és az ellenkező irányba történő vezetéskor az erőfeszítéseket befektetik. Stanley felajánlotta a közvetlen fogak saját verzióját, így magasabbá tette őket a 26 hegyes szöggel és a tetején egy szögben. A kialakított három arc élesítése lehetővé teszi, hogy az egyformán sikeresen fűrészeljék a közvetlen és hátrameneti mozdulatokkal, így egy ilyen fogot sugárvágásnak nevezték, amely megfelel a nagy sebességű fűrészelésnek a fogat meghatározásának.
A termelékenység növelése és a fűrész falainak minőségének javítása, a fogantyúval rendelkező vászon és a különböző formák 3-5 fogak speciális kombinációjával rendelkező vászonja egyre inkább alkalmazható. Így a vászon rezgése és "pattogó" semlegesítése, ha vastag fűrészárut (fűrészáru, napló, talpfa, szubtipter) gyakran használnak, gyakran változó fogakkal ellátott fűrészeket használnak. A friss és nedves fa fűrészáru hatékonyabb az interneten, amely négy egyenes háromszög alakú foggal rendelkezik, váltakozik egy kettős "farkas" foggal, amely eltávolítja az első négy fogak elválasztott fa szálakat. A Sandvik a HT vászonát gyártja, amelynek minden harmadik fogak rövidebb, mint mások, és hígítva, és a fennmaradó fogak egyenesek. Az ilyen vászon gyorsabban látta és jól karbantartotta a vágás egyenességét, növelve a működési hatékonyságot 20% -kal keresztirányú fűrészeléssel és 50% -kal hosszanti fűrészeléssel.
A kézművesek feltalálják saját fűrészéles élesítési lehetőségeket. Így Sergey Fedorovich Zyubin, akinek hobbija egy asztaloseszközt készít, a fűrészek minden harmadik fogja rövidebbé és egyenes, és a fennmaradó fogak - egyfajta élesítéssel, amely lehetővé teszi, hogy szinte nélkül váljon válás nélkül.
Néha az izom erőfeszítések hatékony felhasználására, amelynek maximális értéke a fűrészlap közepére esik, egyenes fogak a vászon végein a magasság körülbelül egyharmada a központi rész kulcsaihoz képest. Ez jelentősen csökkenti az egyes pilóták elején és végére szükséges erőfeszítéseket.
Az acél fűrészlapoknak szilárdnak, tartósnak és rugalmasnak kell lenniük. Az első ingatlan hosszú távú, éles fogakat biztosít a tompa nélkül, a második csökkenti a bontás lehetőségét, és a harmadik hozzájárul a szerszám teljesítményének megőrzéséhez, például az éles hatállyal, például kiküszöböli az internet görbületének lehetőségét a befonalálás során. Ha speciális hőkezelés után hajlítsa meg a szövedéket kiváló minőségű acélból, majd élesen engedje el, gyorsan vissza kell állítania az eredeti alakját, és így könnyűsúlyozni kell. Annak érdekében, hogy optimális arányát keménysége és rugalmassága a vásznon, mint általában, akkor lehetséges, hogy a cégek, amelyek nem csak előállítani eszköz, de termelnek és termikusan fogantyú acél érte, mint a Sandvik cég.
Sokan ivott a vágási penge még mindig nehezebb, mivel a keményedés nincs kitéve minden vászonnak, de csak a fogak. Ez lehetővé teszi, hogy a szerszám élességét 5-szer hosszabb ideig tartsa. Az ilyen fűrész megkülönböztethető a fogak szokásos kék-fekete színéből. Különösen hatásos a forgácslap, a farostlemez, a réteges műanyagok, a vakolat és a vastagságú, többrétegű rétegelt lemez, habosított beton, szilárd fibra, Az egyetlen figyelmeztetés a "körmökön" fűrészelés veszélye, mivel ezt követően visszaállítja az ilyen fűrészek vágási képességét hagyományos módon nem valószínű, hogy sikerüljön.
A vázlatos munka elvégzéséhez puha anyagokkal és nem túl durva követelményekkel a vágás szélének minőségéhez, például a durva fűrészlő naplókhoz, akkor válasszon egy fűrészt egy nagy foggal. A nagy mennyiségű fűrészpor kis elutasító depressziót szerezhet, és megakadályozza a fogak behatolását az anyagba.
Szilárd anyagok, például tölgy, bükk, kullancs esetén közepes fogban kell egy fűrészt. A nagyon szilárd (műanyag, alumínium) és faanyag-alapanyagok fűrészáru számára előnyben kell részesíteni a szerszámot egy kis fogakkal, amely nem ad egy italt, hogy elakadjon az anyagba, és ne vezessen egyenetlen mozgást és az interneten művelet.
Végül, hogy megkapjuk a vágás tiszta szélét, a fűrészelés alacsony sebességgel kell kitölteni, és minden felsorolt esetekben a legkisebb fogakkal ellátott fűrészt használható.
A kanapiumon lévő speciális polimer bevonat alkalmazása az első vászonon először növeli, növeli a zavartalan tulajdonságokat, és könnyebben fűrészelést biztosít, másrészt a szövedék korrózióállóságát biztosítja mind a fűrészelés nedves anyagok, mind a szerszám tárolásakor. Az ilyen vászon vastagsága polimer bevonattal 1 mm.
A fűrészek megfelelő kiválasztása nem minden. Különböző típusú munkákhoz a kézi fűrészek különböző formatervezése is használható. Mindössze nyolc közülük: Hacksaw, egy templommal ivott, fűrészelt lemezanyagok, vízvezetékfűrész, horonyfűrész, megharapott fűrész, kétkezes fűrész és szegélyezett fűrész. Néha a felsorolt fajok közé tartozik a Lobzik, amely egy Arc sajátos "fiatalabb testvérének" tekinthető.
Leggyakrabban a rostos vagy réteges struktúrával rendelkező hosszanti és keresztirányú fűrészárutól, univerzális fogakkal való hacksaw használható. A fűrész a férfiakkal a táblák széleit feldolgozására használják, és hülye dolgozni. A csínyfűrész úgy néz ki, mint egy templomos fűrész, de szűkebb vászon és kis fogak, így lehetővé teszi, hogy vágja le a tüskéket a kapcsolatok és a szemcsék. Az acél táska nagyobb merevséget biztosít a vásznat, amely lehetővé teszi, hogy csökkentse vastagságát 0,5 mm-re.
A lemezanyagok fűrészét például a rétegelt fűrészeléshez használják (néha úgynevezett temetési fűrész). Egy további fogakat vágunk az eszköz kerekített elülső részén, hogy beágyazhassam a lemezanyag közepére. A szűrőfűrészt keskeny helyen és komplex kanyargonyos áramkörön fűrészelésre tervezték. Ez kevésbé kemény, mint a jigsik, de gyakran kényelmesen működik.
Az alapfűrész, amelynek hossza általában 2-4-szer nagyobb, mint a magasság, mind a durva fűrészlő naplók, mind pedig a pontos asztalos. Ezt a sokoldalúságot az nyújtott vászon nagy merevsége magyarázza, amely, valamint az apa fűrész és a fűrész a bútorokkal, akár 0,5 mm vastagságú.
Valószínűleg a két kézi fűrészt találtunk az országunkban, mert amikor együtt dolgoznak, mindkettő különböző irányba húzódnak, és csak "magukra". A durva fűrészárut és a vastagságú tuzifa-biletteket használják. A szegélyezett fűrész elengedhetetlen az ágak és az ágak a fákon, így kertfűrésznek is nevezik. Az összecsukható változatban (mint egy perico kés), és a kiviteli alaknál, amely lehetővé teszi a hat extender használatát.
A Sandvik cég a fűrészek választékát a vevőnek a fogak szükséges lépésével simítsa ki. A négy szín egyikének fényes háromszögét alkalmazzák az egyes fűrészek vászonjának felületére: kék szerszám nagy méretű (rönkök, fűrészáru); Zöld szerszám közepes méretű fűrészáru (táblák, bárok); Piros - kis fűrészáru (sínek, lábazat, duncar), és végül, sárga-speciális célú fűrészek (horony, dugó, lemezanyag).
Amikor komplex munkát végez finom fűrészekkel, kis és nagyon finom foggal, egy speciális eszközt általában a vászon irányára használják fűrészeléskor. A hagyományos design tarlója egy fadoboz, amely a fűrészlap falaiban résszel. A nyílások három irányban vannak, és hasonlítanak a római digitxi-re. Idővel a STUSLA réseinek szélessége növekszik, megjelennek azok szélén, ami rontja a fűrészelés pontosságát, és következésképpen a munka minőségét.
Ajánlások a kézfűrész fogak szerszámának kiválasztására különböző anyagok fűrészeléséhez
| Anyag | Fog lépés TPI-ben (t mm) a következő anyagvastagsággal | |||
|---|---|---|---|---|
| Legfeljebb 6 mm | 6-15 mm | 15-30 mm | Több mint 30 mm | |
| Faipari | ||||
| Puha | 13-9 (2-3) | 9-7 (3-3,5) | 7 (3.5) | 5 (5) |
| Közepes keménység | 13 (2) | 9-7 (3-3,5) | 7 (3.5) | 7 (3.5) |
| Kemény | 13 (2) | 9 (3) | 9-7 (3-3,5) | 9-7 (3-3,5) |
| Réteges | 13 (2) | 13-11 (2-2,5) | 9 (3) | 9 (3) |
| Farostlemez | ||||
| Szigetelőanyag | 9 (3) | 7 (3.5) | 7 (3.5) | |
| Fali lemez | 9 (3) | 9 (3) -7 (35) | 7 (35) | |
| Szilárd rost | 13 (2) -9 (3) | 9 (3) | 7 (35) | |
| Sajtolt lemezanyag | ||||
| Puha | 13-9 (2-3) | 9 (3) -7 (3.5) | 7 (3.5) | |
| Közepes keménység | 13-9 (2-3) | 9 (3) -7 (3.5) | 7 (3.5) | |
| Szilárd | 13-9 (2-3) | 9-7 (3-3,5) | 9-7 (3-3,5) | |
| Laminált | 13-9 (2-3) | 13-9 (2-3) | 9-7 (3-3,5) | |
| Egy- vagy többrétegű rétegelt lemez | 13-11 (2-2,5) | 9 (3) -7 (3.5) | 9 (3) -7 (3.5) | |
| Habosított beton | 9 (3) | 9-7 (3-3,5) | 9-7 (3-3,5) | |
| Vakolat | 9 (3) | 9-7 (3-3,5) | 9-7 (3-3,5) | |
| Műanyaglap | ||||
| Puha | 13 (2) | 9 (3) | 9-7 (3-3,5) | |
| Szilárd | 13-9 (2-3) | 9-7 (3-3,5) | 9-7 (3-3,5) | |
| Alumínium | 13 (2) |
Vörös számjegyek - Keményített fogakkal
A modern fém állt könnyebb, könnyebb és legfontosabb kényelmesebb, és felszerelhető a jobb és a bal oldali fűrészeléshez. Ez a vászon biztonságosan vezet egy tavaszi lemez, amely nem zavarja a fűrészt szabadon mozogni. Ha ilyen kötődést használ, akkor a fűrészlapok a fából készült rostokhoz diszkréten keresztül 15. Ez a készülék számos éven át biztosítja a kapott vágások helyességét és pontosságát.
A szűkület helyett kis alkatrészeket fűrészelés esetén néha a Tsugu használja. Ez egy téglalap alakú szegmens a tábla vagy többrétegű rétegelt lemez két rúd, az ellenkező oldalról. Tsulauha kerül a munkapad és pihenés az alsó sáv az asztal szélére. Az elem kerül a felső sík a tsulagi és nyomni a felső sáv, ami rövidebb, mint a táblák szélessége határozza meg az irányt a fűrészelés.
Sok cég eladja a fűrészt, akinek a fogait egy speciálisan felöltözött egy lejtőfedéllel, hogy véletlenszerűen fúj. Ilyen eset önmagában is elvégezhető, a megfelelő átmérőjű gumi vagy műanyag cső mentén. Ha a fűrészt nem használják hosszú ideig, akkor törölje a hacksaw pengét gépi olajjal, tegye a fogakat a fogakra, és válasszon helyet a szerszám tárolására.
Kézi fűrész vásárlásakor a gyártók általában éves garanciát adnak, de a jó gondossággal az eszköz sokkal hosszabb.
Végül számos hasznos tipp
A jövőbeli vágás során figyelembe kell venni a szélességét úgy, hogy a tervezett vonalon vághassa le és ellenálljon a megfelelő méretnek.
A fűrészt az internet teljes hosszába kell mozgatni, a kezek ecsetét, a váll izmait és a test felső részét. A fűrész széles lépése megkönnyíti a fűrészpor eltávolítását a vágásból. Először kissé csökkenteni kell az anyagot kissé, majd folytassa a fűrésztést anélkül, hogy erős nyomást gyakorolna a vászonra, és forgácsoló szerszámtömeget biztosít.
Ha a fűrész a savanyúságban van, és kanyarodik, akkor az ok lehet a fogak kis válása, vagy a fűrészáru szerkezetének jellemzői. A második esetben kis mennyiségű viaszot vagy szappant alkalmazhat a Hacksaw pengeen, valamint a házi ékek beillesztését.
Vékony rétegű anyagok vagy fa fűrészelése esetén egy nagy fog jobb mozogni alacsony szögben a felületre (legfeljebb 15-25). Az anyaggal rendelkező Vkontakte-nak egyidejűleg legalább három-öt fognak kell lennie, hogy kizárja az egyéni töredékek aprításának lehetőségét.
Ahhoz, hogy az anyagot, különösen a fát elvégezzék, nem osztották le a vágás végén, az alsó sík fából készült bár alá kell helyezni. Így megakadályozza a munkapad referenciafelületét.
A jelentés a GOST 26215-84 "HEEN HESKOV" kifejezéseket használja.
A szerkesztők hálásak a Sandvik regionális képviselőjére Alexei Pavlovich Vesselkov számára az anyag előkészítésében.