
Diruşka Qutkirina Diamond: Qanûnên Hilbijartinê, Cûreyên Derveyan, Modên Qirkirina Pêşniyar, Karbidestiya Rûniştina Turbo.



(Schop ji bo Dustproof an bê wê) ew gengaz dike ku meriv dorpêça qutkirinê bi pîvanê 254mm bikar bîne





Zêdeyî herî zêde, lê bêbextiya bêserûber e. Bi ciyawaziya van deveran, berevajî ye
Carinan pêdivî ye ku pêdivî ye ku parçeyek pîvaza asbest, keviran, keviran an marqeya granite an marble-ê qut bike, beşek ji yekîneya konkret a bihêzkirî an bloka kevir - bi gelemperî, bi gelemperî, zexm. Û di heman demê de bi qasî ku bi rengek diyarkirî diparêze qut kir. Mimkun e ku pirsgirêkek wiha çareser bike, li ser makîneya birrînê ya diamond an makîneyek qutkirina porteqalî were saz kirin, û bi piranî - li ser makîneya grinding a corn, bi gelemperî bi navê Bulgarian.
Diamond celebek karbon û madeya herî dijwar li ser rûyê erdê ye, lê dema ku ji 800-ê germ tê germ kirin ew bi rengek nermî veguherîne grafîtek nerm. Bi dorpêça wan diamond, hema hema her materyal dikare were qut kirin, dema ku hîn jî pêdivî ye ku bi hişkî germahiya dorpêçê sînordar bike. Ji bo vê yekê ye ku dorpêçek diamond ji bo qutkirina metalan nayê bikar anîn, li dora dorpêçê acizker tercîh dikin.
Diamonds di cûrbecûr cûrbecûr de li ser cûrbecûr cûrbecûr têne sepandin. Ya herî gelemperî ya ku bi hezaran teknîkî (arizî an xwezayî) di mezinahiya ji 0,2.8 mm de bi tevahî parçeyên piçûktir ên metal re tê tevlihev kirin. Di çêkirina dorpêçek diamond, mînakî "cureya" cureyê "dorimeterê dîskek nermîn a ku di navenda vê tevliheviyê de, ringek diameter, bilindbûn û qelew, zext tê kirin. Di çêkirina dorpêçek dirûnê ya dirûnê de bi qada qutkirina navxweyî, heman ring li dora holika xaniyê navendî tê zext kirin. Sînoriya dûvikê ya parçeyên metal rê dide avakirina çarenûsa binder, ku rola rimê ji bo çareserkirina durust a diamonds dilîze. Circle cutting with the la diamondic li dora perimeter ji hêla çandiniya navendî ya çandiniya navendî ya li ser makîneya qutkirinê, makîneya qutkirinê, "Bulgarian" ve tê saz kirin.
Qanûnên bingehîn ên ji bo hilbijartina dorpêça dirûnê ya diamond
Diyardeya dorpêçê çêtir e ku ji bo hêza "Bulgarî" bikar bînin, lê ne ji 254 mm, lê ew ê ji ber torpîlek mezin, bi taybetî dema destpêkirina amûrê dijwar be.Dema ku sarbûnê bikar tînin, dê qutiya "crown" li ser makîneya qutkirî ya "crown" pêk bîne.
Ji bo qutkirina materyalên xwezayî (marble, granite, gabbro, quartzite) bi rêgezek navborî, çêtir e ku hûn dengek hişk, bêhnteng hilbijêrin, û bi qutkirina bîhnfirehî, govendên berfireh ji bo zêdekirina wan guncan in baikarhatinî.
Dema ku dirûvê birrînê ya dorpêçê ya birrînê ji pîvaza Rûlîn mezintir e, ringiya veguhastinê bikar bînin (ji bo nimûne, li ser pargîdanî "Splitstone"). Binêre ku ew bi çareserkirina pêbawer a dorpêçê re mudaxele nake.
Cûreyên cûrbecûr yên birrîna diamond ji bo qutkirina bêyî sarbûnê an bi vexwarinên bi zorê bi avê têne bikar anîn. Bendavek dorpêçê li gorî pêkhatek pir bi baldarî tête hilbijartin, ji ber ku ew ne tenê bi pêbawer e ku diamonds rast bike, lê her weha li hember germahiyek bilind û barê mekanîkî ya girîng.
Circles Cutting Diramond li bazara Rûsî, ji bo nimûne, Diyardeya Diyarî ya Belçîkî, German Dîl û Bosc, Diruştî, Ukrainian, Ukrainian "Ukryn Wekî Firotgehên navxweyî yên di nav Moskowê de "Splitstone" û li nêzîkî Moskow Tomal e. Nêzik e ku pargîdaniya ku li ser labelê hatî destnîşan kirin ne hewce ye ku hilberînerê wê ye. Tenê hilberînerên makîneyên grinding angular, makîneyên qutkirinê û makîneyên qutkirinê derdorên birrînê ji wan re di bin brandê xwe de pêşkêş dikin. Lê di her rewşê de, li ser xaniyê dorpêçê an li ser pakêta wê, divê materyal were destnîşan kirin, ji bo qutkirina ku derdikeve, an jî laşê dorpêçê li gorî celebê bundle tê xemilandin an jî labelê ya labelê tê xemilandin heman rengê.
Cûreyên sereke yên derdorên birrîna diamond
| Side side | Birrîna peravê | |
|---|---|---|
| Liserxwe | Demseraq | |
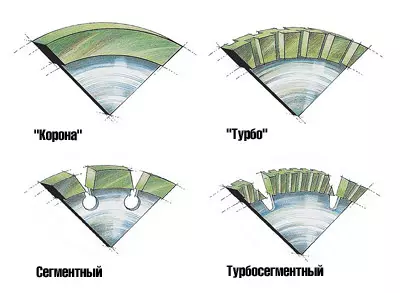
| Mal | "Tac" | Pardayre |
| Wave-Shaped | "Turbo" | Turbo segmeded |
Circle Comtre Diyardeyê dirûvê qada birrînê û dirûvê rûyê aliyê diamondic veqetîne. Qada birrîna qonaxa diamondic performansa pêvajoyê diyar dike û bi pêvajoyek zexm an navbeynkar e, ku ji hêla beşên dorpêçê ve hatî avakirin. Sermiyana aliyê ya diamondic de di dema birrînê de li ser serbestberdana germê bandor dike û xalî an wave-mîna ye. Kombînasyona cûrbecûr ya dirûvê birrîna bi şiklê birrînê ya li ser rûyê tenûrê ya diamondic bû sedema çêkirina çar celebên sereke yên dorpêçkirina diamond. Van çar celebên derdorê wekî jêrîn têne vegotin: "crown" (bi pêvekek dirbê ya zexmî), "turbo" -Like beşên wave-like). Circles cutting with cutting cutting pir pir dîsk dîskê bi forma taybetî ya diranan re vedibêje. Ji bo piraniya derdoran, pîvaza diamond ya pargîdaniya Afrîkaya Başûr tê bikar anîn.
Circles "Crown" xwerûya piçûktir a materyalê peyda dike û bi perdeyên sivik re peyda dike, lê deverek mezin a têkiliyê ya diamondicê ya xwerû ya xalî ya bi materyalê re dibe sedema dabeşkirina hejmareke girîng a germê. Ev hejmar bi modên qutkirina rotînê û tevgera dorpêçê ve girêdayî ye (feed). Ji ber vê yekê sarbûna zorê ya derdorên bi av hema hema her gav tête bikar anîn, vexwarinê pêwîst a ku bi diyardeya D ya dorpêçê ve girêdayî ye.
Vê raporê daneyên li ser derdorên diamond bikar tîne û qutkirina modên ku ji hêla parçebûnê ve hatî veqetandin wekî encama hejmarek mezin a ezmûnan.
Pêdivî ye ku were zanîn ku bi kêmbûna nirxên guhêrbar, digel daneyên ku di tabloyan de hatine destnîşankirin, li dora Diyardeyê hatine destnîşankirin, û bi zêdebûna germkirina wê re zêde dibe.
Diranên "tac" Ew bi du celebên bundles (li ser bingeha bronz û kobalt ve têne hilberandin), ji ber vê yekê ew bi du reng, zer û kesk, bi rêzdarî têne xemilandin. Kevirên zer ji bo qutkirina materyalên nermîn têne sêwirandin: mermer, plaster, kevirên seramîk û derdorên kesk ji bo materyalên zexm: granite, quartzite, stûnên xwezayî, silicon. Diameter D Derc "Crown" ji 400mm derbas nabe.
Qutkirina hema hema hemî derdorên "crown" divê li ser makîneyek qutkirinê were hilberandin, peydakirina avahiyek domdar. Lê di van demên dawî de li derdorên "Crown" ji 230mm ji bo qutkirina tîrêjên seramîk xuya bû. Da ku vê bikin, hûn dikarin "Bulgarian" bikar bînin.
Pêşniyarên pratîkî
Divê were zanîn ku qutkirina materyalê 1m2 ya materyalê ji "dorpêça turbo" biha ye, û beşa turbo ji beşê biha zêdetir e.Circle cutting nû yekem e ku meriv bi qasî 5 hûrdeman biqedîne, "Bulgarî" bi dorpêçê cilê cilê ji xwe ve girêdide. Rastî ev e ku dema veguhastina doza dorpêçê, cracks microskopîk carinan têne avakirin, ku dikare bibe sedema hilweşîna dorpêçê.
Avecî û germbûna zirav, qutkirina qutkirinê, dorpêçkirina dorpêçê li jor materyalê li ser materyalê ji bo nêzîkê 10 hûrdeman, û piştre jî bi xwarinek kêm kêm dixebite.
Dema ku dorpêçek "Turbo" li ser xurtkirina metal di pêvajoya qutkirina konkret ya bihêzkirî de divê bi qasî 30-50% kêm bibe.
Piştî pêgirtina bêkêmasî ya beşên diyardeyê, doza dorpêçê ya perçê nekişînin. Parzûna Splitstone êrîşî sebên nû yên diamondic dike, ku dê dihêle ku hûn% 20 ji lêçûna dorpêçek nû xilas bikin.
Modên birrînê yên bi derdorên crown re pêşniyar kirin
| Diameter D, Mm | Circle Color | Frequency Rotation, RPM | Kûrahiyê, Max., MM | Feed, M / Min | Hêza Pêdivî, KW | Vexwarinê avê, l / min |
|---|---|---|---|---|---|---|
| 110. | Zer | 7000-10000 | panzdeh | 0.4. | 1.2-1.4 | 5-10. |
| Kesk | 4200-6000 | 0,3. | ||||
| 115. | Zer | 7000-10000 | 0.4. | 1.4-1.6 | ||
| Kesk | 4200-6000 | 0,3. | ||||
| 150. | Zer | 5000-7600. | bîst | 0.4. | 1.8-2.0 | |
| Kesk | 3200-4500 | 0,3. | ||||
| 180. | Zer | 4200-6300 | 40. | 0,6 | 2.0-2.2 | |
| Kesk | 2600-3700 | sih | 0.4. | |||
| 250. | Zer | 3000-4600 | 65. | 0,6 | 2.2-2.4 | 10-15 |
| Kesk | 2000-2700. | pêncî | 0.4. | |||
| 300. | Zer | 2250-3800. | 65. | 0.8-1.0 | 2.4-26 | 12-17 |
| Kesk | 1600-2200. | pêncî | 0.5-0.7 | |||
| 350. | Zer | 2200-3300. | 80. | 0.8-1.0 | ||
| Kesk | 1400-2000. | 60. | 0.5-0.7 | |||
| 400. | Zer | 2000-2900 | 80. | 0.8-1.0 | 2.6-2.8. | 20-25 |
| Kesk | 1200-1700. | 60. | 0.5-0.7 |
Diranên "Turbo" Di wê de hêsantir e ku hûn bikaribin wan bi karanîna "Bulgarian" qut bikin.
Ji bo kêmkirina devera têkiliyê bi materyalê li ser rûyê erdê ya diamond-free de, govendên zirav hene, û ew diherike-mîna. Naha tenê bi verastên pêlavan, û hewayê ve tê girêdan, ji hêla grooves ve hatî girtin, germbûna baş peyda dike. Di vê rewşê de bi vexwarinê bi ava vexwarinê hûn ne hewce ne ku bikar bînin.
Derdorên weha bi sê celebên bundles re têne hilberandin Derveyên zer ji bo qutkirina zuha, seramîk û tilikê, bûk, şewitî û silikandî, ji bo materyalên hişk ên navîn: Kulîlk, pîvana zexm, dirûşmên " Rengê kesk - ji bo materyalên zexm: granite, "giran" konkret û konkret bi filler zexm.
Diametera wan ji 300mm derbas nabe, û herî şûran - 230 mm, ku ji hêla mezinahiya standard ya Bulgarîstan ve hatî destnîşankirin. Heke ew hêza xwe dihêle, carinan jî ew tête danîn an jî bêyî wê pîvandin an bêyî wê tê danîn da ku pîvanê dorpêçê 254mm bîne.
Modên Qutkirina Rêzikên Bi Derveyên Turbo
| Diameter D, Mm | Circle Color | Frequency Rotation, RPM | Kûrahiyê, Max. / Circle Dream, MM | Feed, M / Min | Hêza Pêdivî, KW |
|---|---|---|---|---|---|
| 110. | Zer | 9000-14000 | 15/15 | 0,2 | 0,6 |
| Şîn | |||||
| Kesk | |||||
| 115. | Zer | 9000-14000 | |||
| Şîn | |||||
| Kesk | |||||
| 125. | Zer | 8000-1200. | 1.0 | ||
| Şîn | |||||
| Kesk | |||||
| 150. | Zer | 7000-10000 | 20/20 | 1,2 | |
| Şîn | |||||
| Kesk | |||||
| 180. | Zer | 6000-8000 | 40/25 | 0,3. | 1,6 |
| Şîn | |||||
| Kesk | |||||
| 230. | Zer | 5000-7000 | 60/30 | 2.0 | |
| Şîn | |||||
| Kesk | |||||
| 254. | Zer | 4600-6500 | 65/30 | 0.4. | 2,2 |
| Şîn | |||||
| Kesk | |||||
| 300. | Zer | 3800-5000 | 80/30 | 2.6 | |
| Şîn | |||||
| Kesk |
Derdorên dabeşan Destûr da ku ji ber vê yekê ji ber vê rastiyê pêkanîna performansa bilindtir bigihîje nav gomanan di navbera beşan de û di heman awayî de dema ku dîska hatibe qutkirin, bê rakirin. Diyardeya dorpêçek wusa dikare mezin be, ji ber ku beşan ji hev cuda têne çêkirin, û dûv re jî li ser laşê dorpêçê bi zîvê zîvîn an weld bi welding lazer. Hema hema hemî wan bi avê vexwarinê, û hêzek mezin a ku di rapora "deriyê nû yê li ser overhaul" de hate destnîşankirin "(binihêrin. Ivdn7 (9) di 1998 de).
Method of Selection of the Cureya Bundle û bi lazer welding, gengaz e ku meriv parçeyên parçeyê bi dirûvê 254mm ji bo qutkirina qutkirina zuha û brick, ku destûrê dide karanîna "Bulgarian".
Rêzikên Dabeşkirina Modên Pêşniyar
| Diameter D, Mm | Materyalê dirûşm | Frequency Rotation, RPM | Kûrahiyê, Max. / Circle Dream, MM | Feed, M / Min | Hêza Pêdivî, KW | Vexwarinê avê, l / min |
|---|---|---|---|---|---|---|
| 230. | Mermer | 5200-4800 | 60/30 | 0.1-2.0 | 1.8-2.0 | 8-12. |
| Kevirê reş | 2200-3300. | 50/25 | 0.3-1.0 | |||
| Beton | 3000-4800 | 50/25 | 2.0-10.0 | 5-8 | ||
| W / konkret | 2000-3200 | 50/20 | 1.5-8.0 | |||
| 254. | Mermer | 4500-4000 | 80/35 | 0.1-2.0 | 2,0-2.4 | 8-12. |
| Kevirê reş | 1900-2800. | 60/30 | 0.3-1.0 | |||
| Beton | 2500-4200. | 70/30 | 2.0-10.0 | 5-8 | ||
| W / konkret | 1600-2800. | 70/25 | 1.5-8.0 | |||
| 300. | Mermer | 3200-3800 | 100/40 | 0.1-2.0 | 2.4-3.5 | 10-15 |
| Kevirê reş | 1600-2300. | 80/40. | 0.3-1.0 | |||
| Beton | 2000-3800. | 90/40 | 2.0-10.0 | 8-10. | ||
| W / konkret | 1200-2400. | 90/30 | 1.5-8.0 | |||
| 350. | Mermer | 2700-3300 | 100/40 | 0.1-2.0 | 3.0-4.5 | 10-15 |
| Kevirê reş | 1400-2000. | 80/40. | 0.3-1.0 | |||
| Beton | 1650-3300. | 90/40 | 2.0-10.0 | 8-10. | ||
| W / konkret | 1000-1600 | 90/35 | 1.5-8.0 | |||
| 400. | Mermer | 1650-3300. | 140/40 | 0.1-2.0 | 4.5-6.0 | 15-20. |
| Kevirê reş | 1200-1700. | 100/40 | 0.3-1.0 | |||
| Beton | 1400-2900. | 100/40 | 2.0-10.0 | 10-15 | ||
| W / konkret | 800-1200 | 90/35 | 1.5-8.0 |
LI derdorên seyrû yên turbo Dabeşên bi pêlavek pêlavê ya wave-ê ya diamondic de bi welding lazer re ji laşê dorpêçê re têne pêşwaz kirin. Waich Croach taybetmendiyên çêtirîn ên derdor û derdorên Turbo hevrêz kir: Ew qutkirina performansa bilind peyda dikin.
Firm "Splitstone" Ew bandorkirina derdorên diamond bi alîkariya teknolojiyek taybetî ya pêşkeftî vedigire. Bikaranîn bi bihayê qutkirina materyalê û çavkaniya qutkirina qutkirinê ve wekî qada qada qutkirinê ya materyalê di 1m2 de, û sê astên kalîteya derdorê (asparable) dikarin were destnîşankirin - zîvê zîv, premium zêr û platinum pîşeyî. Zelaliya kalîteya derdorê, çavkaniya wê bilindtir û lêçûnê bilindtir e, lê girêdayîbûn wisa ye ku ji bo xebatek mezin ji bo bidestxistina derdorên kalîteya bilindtir e.
Derveyî derdorên heman celebê û bi yek pişk, lê kalîteya cûda ji hêla rengê laş ve girêdayî ye: ji bo nimûne, şîn (zêrîn standard), şîn (zêrîn) û şîn tarî (platinumê profesyonel).
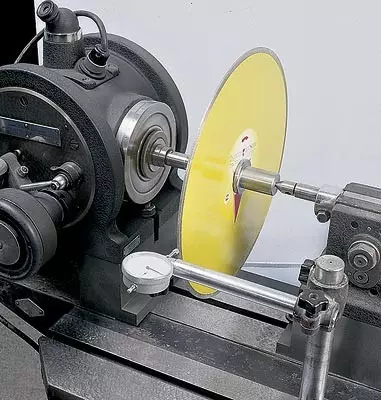
Her dorpêça sêwirana nû ji bo destnîşankirina nirxên rastîn ên birrînê, çavkaniya û performansê, û her çîpek, ji bo firotanê, kontrolkirina pêşîn e. Lê di her rewşê de, rêwerzên li ser karanîna divê ji bo dorpêçkirina dirûnê were çêkirin, ku divê bi baldarî fêr bibe da ku di xebata amûrek zû-zû de zirarê nebe.
Bandora derdorên turbo diamond li gorî nirxandina Splitstone
| Diameter Crood bilindahiya layer Layers Width, MM | Resavkaniya VM2 / lêçûn 1m2 Cut, $ | |||||
| Mermer | Kevirê reş | Beton | ||||
| Zîv standard | ||||||
|---|---|---|---|---|---|---|
| 1102,26.0 | 10 | $ 2,2 | 2. | 3.0 $ | 3. | $ 4.0 |
| 1152,48.0 | 12 | 3. | 3. | |||
| 1252,28.0 | 17. | 3. | çar | |||
| 1502,68.0 | bîst | çar | çar | |||
| 1802,68,5 | 23. | çar | pênc | |||
| 2302,68,5 | 28. | 6. | 6. | |||
| 2542,68,5 | 35. | 6. | 6. | |||
| Qalîteya Zêrîn a Premium | ||||||
| 1102,26.0 | çardeh | $ 1,8 $. | 3. | $ 2,4. | çar | $ 3.5 |
| 1152,48.0 | hejdeh | çar | pênc | |||
| 1252,28.0 | bîst | çar | pênc | |||
| 1502,68.0 | 23. | pênc | 7. | |||
| 1802,68,5 | 27. | pênc | heşt | |||
| 2302,68,5 | 35. | 7. | 10 | |||
| 2542,68,5 | 42. | heşt | yanzdeh | |||
| Platinum profesyonel kalîteyê | ||||||
| 1102,26.0 | bîst | 1.0 $ | çar | $ 2,1 | 6.5 | $ 2.9 |
| 1152,48.0 | 23. | pênc | 7. | |||
| 1252,28.0 | 24. | 5.5 | heşt | |||
| 1502,68.0 | 29. | 6. | neh | |||
| 1802,68,5 | 35. | heşt | 10 | |||
| 2302,68,5 | 45. | 10 | 13 | |||
| 2542,68,5 | pêncî | 11.5. | panzdeh |
Rapor ji Gost 9206-80 (ed.1987), Gost 10110-87 (RED.1998) û GOST 16115-88 (ED.1998) bikar tîne
Edîtor ji bo arîkariya raporê ji pargîdaniya "Splitstone" re spas dikin