
Diamond Schneidkrees: Selekteur Regelen, Zorte vu Kreeser, recommandéiert Modeller, Turbo Kreeseffektiver Effizienz.



(Ulophop fir Stëbsbestuff oder ouni et) mécht et méiglech e Schnëttkrees mat engem Duerchmiesser vu 254mm ze benotzen





Maximal maximal, awer d'Staublosegkeet ass net effikass. Mam Zoufall vun dëse Beräicher, de Géigendeel ass
Hei ass et eng néideg e Schäffe vun Asbest-Zënse, Agreik, K Mat dohit, Granetabel oder marrante Föcher, Endeffekten, energleef Concourse! An ofschneiden genau, wärend eng gewësse Gréisst erhalen. Et ass méiglech, sou datt et e Problem ass vun enger Diamran of Players, ënner enger Fleegus Maschlag (op enger Portcé Macleading Macessess Macess an enger buschtbar Maschinn genannt an eng partline Maschinn genannt an eng partline Maschinn ze genannt.
Diamond ass eng Zort vu pur Kuelestoff an den haardsten Material op der Äerd, awer wann ech iwwer 800s irreversibel an zimmlech mill mëll ass. Duerch hirem Diamungskesëtz ,bal wa ee Material geschëpft, hunn iwwerall d'Temperatur vu de Krees ze limitéieren. Et ass aus dësem Grond datt en Diamantkrees net benotzt gëtt fir Metaller ze schneiden, léiwer de abrasive Krees ze léiwer.
Diamanten ginn op de Stahlungsfall op de verschiddene Weeër applizéiert. Déi meescht heefegst ass deen an an wéi enge technesch (künstlech oder natierlech) Kristaller an der Gréisst vum0,2 bis 25,8 mm vermëscht gi mat gläiche méi klenge Partelen. An der Fabrikatioun vun engem Diamondrewes gëtt zum Beispill d'Aart "d'Aart" ronderëm d'Perimeter vun enger décke Fielsen, mat engem Lach am Zentrum vun dëser Mëschung, e Tangentrieder, e Stickmiesser, ginn e Rank vun Diatennelen, a gedeelt ginn. An der Fabrikatioun vun engem Diamantknäppchenkrees mat engem internen Ausschneiden, dee selwechte Ring ass ronderëm den zentrale Wunnenge Lach gedréckt. Déi poutesat Sungering vun de Metallercher feneën op eng Beschtermarfung, déi d'Roll vum Dimin fir Heimel Fix Op der Diagonen. De Schnewelekärkrees mam Tiefikeier um Paratder ass vun den zentrale Beräich dem Gëller Maschinn inklusiv Hëllef inklusiv Hëllef.
Basis Reegele fir en Diamant Ausschnëttskrees ze wielen
Den Zilmiesser vum Creamm d filomie de Maximum fir d'Kraaft vum "Buggarian" Bygruct huet sécher géint eng grouss Tréinung, soss well et schwéier ass wéinst engem groussen Tréine, soss well et schwéier ass wéinst engem groussen Tréine, soss wäert et schwéier wier ze besonnesch.Déi héichst Qualitéitsschneit ouni Chips ginn e Krees vu "Kroun" op enger Ausschnëttermaschinn benotzt wann Dir Ofkillung benotzt.
Fir ze schneiden vun natierleche Materialien (Marmer, Granit, Gabbro, Quartzit) Kreesser mat engem intermittente Rand, et ass besser Gamme vu Segmente, onangenehm, onangene Gromperen, an der Verpflichtung ze schneiden Produktivitéit.
Wann den Rad Duerchmiesser vum Schnéirees méi grouss gefuer ass wéi den Hellegen vum Bulgaresche Schaft, benotzt den Iwwergangsrank, zum Beispill zum Beispill op der Firma "Splitter"). Kuckt datt et net mat den zouverléissege Fixéierung vum Kreesstécker ass.
D'Vollek de Sariat gedréinte Kreeser gëtt benotzt fir ze kompletéieren oder mat gezwongen mat Waasser ze killen. Eng Geldloel vun engem Krees gëtt ausgewielt mat der Commissioun ganz suergfälteg, well et net nëmmen d'Diamants an eng wesentlech Mangl Lolt festzeginn.
Diamantkältkraaft Lëschte liwweren e puer Dazen Firmen, deen dem Comité besichen, den italienesche Diech, dem Däitsche Darranten, hau Chronen, huet den Däitsche Loche Diamantesch "gebënner Frëscht aus Libraspolitik. Als Hauskompolitiker ënnert déi ass d'Moskau "Splitsstesting" an no Moskau Tomal. Et ass elo net datt d'Firma op Fabelappary uginn ass net onbedéngt säin Haff. Just Hiersteller vu Wénkel Schleifen Maschinnen, Maschinnen a Schneiden Maschinnen a Kachinformele fir si ënner hir Mark ze schneiden. Dir sidd op de Wunnengen oder op de Krees oder op plangt Fall un, wéi de Krees ofgehatt huet, ofhängeg vun der Aart a Spëtzt vum déiselwecht Faarf.
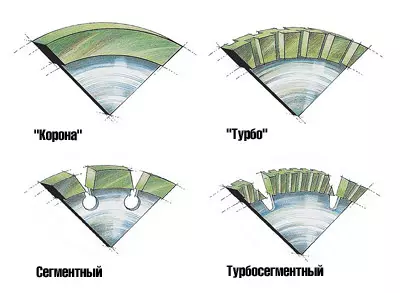
Haaptaarten vun Diamant geschnidden Kreeser
| "Äräisser | Schneiden Rand | |
|---|---|---|
| Staark | Intermitt | |
| Schwaarze Säit | "Kroun" | Verméigen |
| Wave-geformt | "Turbo" | Turbo segmentéiert |
Den Diamantkneidung vum Krees ënnerscheet d'Form vun der Ausschneiden an der Form vun der Säit Uewerfläch vun der Diamantesch Schicht. Den Ausschneiden vum Damamantic Layer bestëmmt d'Performance vum Prozess an ass e solider oder Intermontanten, aus de Segmenter vum Krees. D'Säit Uewerfläch vun der Diamantesch Schicht beaflosst d'Hëtztverëffentlechung während der Verréckelung an ass flaach oder Wave-ähnlech. Déi verschidde Kombinatioune vun der Form vum Ausschneiden mat der Form vun der Säit Uewerfläch vun der Diamantic Schichten huet zu der Schafung vu véier Haaptaarte vu Diamante Kreesser gefouert. Dës véier Aarte vu Kreeser ginn als Follektioun bezeechent: "Crown" (mat enger zolerter flaach Diamonddyer), "Turbo" (mat enger zolidder Need-ähnlech Segmente), Segmente), Segmenten), Segmenten -ähnlech Wave-wéi Segmenter). Schneid Kreeser mat intermitterende Korzugel ganz vill ähnlecher Disk Seeën mat enger komescher Form vun Zänn. Fir déi meescht Kreeser, den Diamantpulver vun der südafrikanescher Firma Debe gëtt benotzt.
Kreeser "Kroun" ginn dee léiwen Ersetzen vum Material a rutscht mat slizert Kantis, awer eng grouss Regioun ufours mat de Sujet-Hëtzt. Dës Quantitéit hänkt vun der Rotatiounsknäppchen an d'Bewegung vum Krees of (Feed). Demol Den Firwat och ze bekloen ass meeschtens d'Waasser benotzt den Ubentementsgesellschaftemfum fir vun deem vum Dampfnel.
Dëse Bericht benotzt Daten op Diamantkrees a schneiden Moduse accumuléiert duerch Splitter als Resultat vun enger grousser Zuel vun Experimenter.
Si sollt worste ginn datt mat engem Falls mat de Wäerter vun hirem Quasen-Modise benotzt, am Dësikt op enger Erhéijung ginn an eng Erhéijung vun hirer Erliusden.
Kralerrecken "Kroun" Si produzéiert mat zwou Zorte vu Congelen (baséiert op Bronze a Kobalt op der Zoue vu Bronze), da gi se an zwou Faarwen, respektiv. D'Rabstelle sinn natierlech Steng, Silicon: Marbar, Pattack, Drywall, themi-wäertfaarfspriechste Folls a Sii-wäertfaarfspiller, a grénge Faarwen, an grénge Faarwen, an grénge Faarwen, an grénge Faarwen, an grénge Faarwenspiller, a grénge Faarwen, a gréng Kollegen a grénge Kollegen a grénge Faarten a gréng Faarwenkrees, a grénge Faarwen, a gréng Kollegen a grénge Kollegen a grénge Faarwen, a gréng Kollegen a grénge Kollegen a grénge Kollegen a grénge Faarten a Greamik-faarwege Kreeser fir zolidd Materialien: Grëff "Labraction. Den Duerchmiesser d Krees "Kroun" ass net méi wéi 400mm.
De Kiken vu bal all Zirkelen "Kroun" muss op enger Ausnotzung produzéiert ginn, bitt eng konstant Waasserversuergung. Awer viru kuerzem koum et Kreesser vun der "Kroun" Duerchmiesser vun bis zu 230m fir dréchen Ausdrock vu Keramikfile. Fir dëst ze maachen, kënnt Dir déi eg gin: Dir benotzt kënnen "Vulbarian" benotzen.
Praktesch Empfehlungen
Dir hat benotzt ginn, datt de Schneider 1M2 Material méi deier ass wéi den "8treab" ass méi deier wéi Segment wéi Segment wéi d'Segment wéi d'Segment.Den neie Schneidkrees ass als éischt sécher fir 5 Minutten ze verdreiwen, de "Bulgarian" mat engem gekleete Capting Circle vu sech selwer ze halen. De Match ass datt wann mam Twork Fall transportéieren: d'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'd'Naturheet léiere féiert zu Lëtzebuerg ouni Zerstante vum Kreeslaf.
Wat d'Initiéiere an Hemesetzung vum Flatt vum Mehle sech ofschléissen, a Suen iwwert ongeféier 10 Sekonnen zesumme mat engem reduzéierte Schued.
Wann e Circle "Turbo" op der Metallregerce am Prozess vum Verdeedegung vun der Verstäerkung vum Concared Countant reduzéiert ka vun ongeféier 30-50% reduzéiert ginn.
No der komplette Kleedung vun der Diamant Segmenter, werfen net de Fall vum Segment Circle. Spotzittensfirmas géint him nei Diagontolitik, wat erlaabt Iech ongeféier 20% vun de Käschte vun engem neien Krees ze retten.
Recommandéiert Ausschnëtter mat Krounkreesser
| Duerchmiesser d, mm | Faarfkrees | Rotatioun Frequenz, RPM | Geschniddene Déift, max., Mm | Fidder, m / min | Erfuerderlech Kraaft, kw | Waasserverbrauch, l / min |
|---|---|---|---|---|---|---|
| 110. | Giel | 7000-10000 | fofzéng | 0,4. | 1.2-14.4 | 5-10. |
| Gréng | 4200-6000 | 0,3. | ||||
| 115. | Giel | 7000-10000 | 0,4. | 1.4-1.6 | ||
| Gréng | 4200-6000 | 0,3. | ||||
| Heiansdo | Giel | 5000-7600. | zwanzeg | 0,4. | 1,8-2.0 | |
| Gréng | 3200-4500 | 0,3. | ||||
| 180. | Giel | 4200-6300 | 40. | 0,6 | 2.0-2.2 | |
| Gréng | 2600-3700 | drësseg | 0,4. | |||
| 250. | Giel | 3000-4600 | 65. Aner 65. | 0,6 | 2.2-2.4 | 10-15 |
| Gréng | 2000-2700. | fofzeg | 0,4. | |||
| 300. | Giel | 2250-3800. | 65. Aner 65. | 0.8-10.0 | 2.4-26 | 12-17 |
| Gréng | 1600-2200. | fofzeg | 0.5-0,7 | |||
| 350. | Giel | 2200-3300. | 80. | 0.8-10.0 | ||
| Gréng | 1400-2000. | 60. | 0.5-0,7 | |||
| 400. | Giel | 2000-2900 | 80. | 0.8-10.0 | 2.6-2,8. | 20-25 |
| Gréng | 1200-1700. | 60. | 0.5-0,7 |
Kralerrecken "Turbo" Praktesch an deem Dir se benotze kënnt mat dem "Bulgareschen".
Fir de Kontaktregioun mam Material an der Säit Uewerfläch vun der Diamant-gratis Schicht ze reduzéieren, ginn et geneigt Groooën, an et gëtt Wellen. Elo ass et just ëm d'Wellen, an d'Loft beréiert, agefouert vun de Grooper, liwwert gutt Kills. Forcéiert mat Waasser an dësem Fall ze killen, musst Dir net benotzen.
Esou Kreeser ginn mat dräi Aarte vu Kuerf produzéiert (baséiert op Bronze, baséiert op der Bronze mat der Zousatz vun Eisen a Kabanesch oder baséiert op der Cabt vu Kalket mat der Curnt, blo, bloe a Faarf, blo, bloe a Faarf. Giel Dänhlene sinn entworf, Kreesstroossen Gréng Faarf- fir fest Materialien: Granit, "schwéier" konkret a konkretéiert mat engem zolitte Filler.
Hiren Duerchmiesser méi wéi 300mm net méi wéi 300mm, an de meeschte Chassis - 230 mm, dee vum Standard vum Standardblaresche Case bestëmmt gëtt. Wann et seng Kraaft erlaabt ass, ass et heiansdo oder ouni eng Capting oder ouni en oder en Duerchmiesser vum Krees ze bréngen, fir 254mm ze bréngen.
Recommandéiert Ausschnëtter mat Turbo Kreesser
| Duerchmiesser d, mm | Faarfkrees | Rotatioun Frequenz, RPM | Deent ofschneiden, maximal. / Dream Krees, mm | Fidder, m / min | Erfuerderlech Kraaft, kw |
|---|---|---|---|---|---|
| 110. | Giel | 9000-14000 | 15/15 | 0,2 | 0,6 |
| Blo | |||||
| Gréng | |||||
| 115. | Giel | 9000-14000 | |||
| Blo | |||||
| Gréng | |||||
| 125. | Giel | 8000-1200. | 1.0 | ||
| Blo | |||||
| Gréng | |||||
| Heiansdo | Giel | 7000-10000 | 20/20 | 1,2 | |
| Blo | |||||
| Gréng | |||||
| 180. | Giel | 6000-8000 | 40/25 | 0,3. | 1.6 |
| Blo | |||||
| Gréng | |||||
| 230. | Giel | 5000-7000 | 60/30 | 2.0 | |
| Blo | |||||
| Gréng | |||||
| 254. | Giel | 4600-6500 | 65/30 | 0,4. | 2,2 |
| Blo | |||||
| Gréng | |||||
| 300. | Giel | 3800-5000 | 80/30 | 2.16 | |
| Blo | |||||
| Gréng |
Segmente Kreeser Erlaabt méi héich Performance ze erreechen wéinst der Tatsaach, datt d'Ausschnëtter vun der Material an de Grohoves tëscht de Segmenter falen an op déiselwecht Manéier geläscht ginn wéi wann d'Disk gesinn huet, ouni ze schneiden. D 'Duerchmiesser aus souréicher kënnt grouss si grouss, well d'Segegonnen si gegelt sinn, an d'Cirriste Kierper mat Sëlwerschlag oder d'Wénkel Manéier verschleppt oder gedroht. Bal all vun hinnen veruersegt mat Waasser, an eng grouss néideg Mëttelkraaft déi besonnesch gebotzt besonneschzegesch Ausbrauwen, déi am Rëndfauberie genannt gouf, déi am Iwwerraddung vun der Wahl ernannt (9) am Iwwerraschung; gesinn. 1998.
D'Methode vun der Auswiel vun der Bündel Type a mam Kaser verschmeldung ass et méiglech Sänger mat engem Duerchmaache vun der 25400. Wéi d'Benotzung vun "Bulgarian".
Recommandéiert Ausschnëtter Modegele Circleals
| Duerchmiesser d, mm | Geschnidden Material | Rotatioun Frequenz, RPM | Deent ofschneiden, maximal. / Dream Krees, mm | Fidder, m / min | Erfuerderlech Kraaft, kw | Waasserverbrauch, l / min |
|---|---|---|---|---|---|---|
| 230. | Marmme | 5200-4800 | 60/30 | 0,1-2.0 | 1,8-2.0 | 8-12. |
| Consitel | 2200-3300. | 50/25 | 0,3-1,0 | |||
| Konkode | 3000-4800 | 50/25 | 2.0-10.0 | 5-8 | ||
| W / konkret | 2000-3200 | 50/20 | 1.5-8.0 | |||
| 254. | Marmme | 4500-4000 | 80/35 | 0,1-2.0 | 2,0-2.4 | 8-12. |
| Consitel | 1900-2800. | 60/30 | 0,3-1,0 | |||
| Konkode | 2500-4200. | 70/30 | 2.0-10.0 | 5-8 | ||
| W / konkret | 1600-2800. | 70/25 | 1.5-8.0 | |||
| 300. | Marmme | 3200-3800 | 100/40 | 0,1-2.0 | 2.4-3,5 | 10-15 |
| Consitel | 1600-2300. | 80/40. | 0,3-1,0 | |||
| Konkode | 2000-3800. | 90/40 | 2.0-10.0 | 8-10. | ||
| W / konkret | 1200-2400. | 90/30 | 1.5-8.0 | |||
| 350. | Marmme | 2700-3300 | 100/40 | 0,1-2.0 | 3.0-4,5 | 10-15 |
| Consitel | 1400-2000. | 80/40. | 0,3-1,0 | |||
| Konkode | 1650-3300. | 90/40 | 2.0-10.0 | 8-10. | ||
| W / konkret | 1000-1600 | 90/35 | 1.5-8.0 | |||
| 400. | Marmme | 1650-3300. | 140/40 | 0,1-2.0 | 4.5-6.0 | 15-20. |
| Consitel | 1200-1700. | 100/40 | 0,3-1,0 | |||
| Konkode | 1400-2900. | 100/40 | 2.0-10.0 | 10-15 | ||
| W / konkret | 800-1200 | 90/35 | 1.5-8.0 |
An Turbo segmentéiert Kreesser Segmenter mat enger Welle-ähnlech Säit Uewerfläch vun der Diamantic Schicht ginn mat Laser wieder an de Kreeskierper. Waich Crolle kombinéiert déi bescht Eegeschafte vu Segmentkreele an Turbo Kreesser: Si bidden héich Performance dréchen.
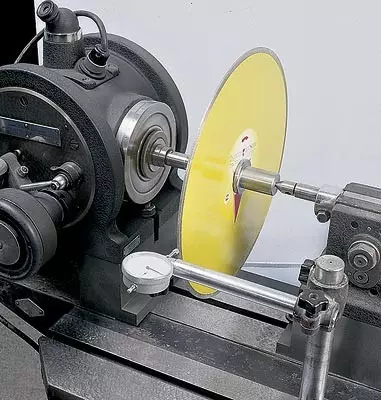
Fest "Splitssteen" Et bewäert d'Effektivitéit vun Diamantkreesser mat der Hëllef vun enger spezieller entwéckelter Technik. D'Gebinn gëtt bestëmmt duerch d'Käschte fir 1m2 vun der Material an der Ressource vum Ausschneiden als d'Gesamtfläch vun der Matière première am Material vun der Matière premisen (dräi Grad. definéiert - Standard Sëlwer, Premium Gold a professionell Platin. Déi héich ze Qualitéit vu Qualitéit vum Mëschtel, de Käschte vun der Energie ass sou datt eng grouss Montioun déi méi grouss Quantitéit un ze kréien. Awer d'Ëmstoffer vu méi héije Qualitéit.
Ëmginn externéiert d'Kreesser vun der selwechter Aart a mat enger Bündel, awer ënnerschiddlech Qualitéit ass méiglech duerch d'Faarf vum Kierper: eng méi donkel Schëlder, blo, blo, blo, blo, blo, blo, bloiséiert sech extrem eng exterlech z'ënnerscheeden, awer mat enger Bündel, awer ënnerschiddlech Qualitéite ass méiglech duerch d'Faarf vum Kierper: eng méi donkel Schëlder, blo, blo, blo, blo, bloe, bloeter ënnerschiddlech ënnerscheedend, awer verschidde Qualitéite ass méiglech duerch d'Faarf vum Kierper: eng méi donkelstätschert, bloe (Standard-Silts) an donkelblo (professionell Platin).
All Ausschneiden vum Crosskrees vum neien Design gëtt getest fir d'reresch Wäerter vun der Kabel vum Verkaf ze bestëmmen, da schneiden duerch de Verkaf, ass ze verknëppelen. No engem Falls an all Fall däer d'Uweisunge vun der Benotzung ugemellt ginn, kreéiert Kreesser, déi virgesinn kann entweder Verlänwe sinn, wann net am Wierk och iwwernhalt géint engem héijer Spitnool Tool entworf.
D'Effektivitéit vun Turbo Diamant Kreesser no der Bewäertung vum Splittersteen
| Numm vum Duerchmiesser leeën Héicht Breet Schichten, mm | Ressource VM2 / kascht 1m2 geschnidden, $ | |||||
| Marmme | Consitel | Konkode | ||||
| Standard Sëlwer | ||||||
|---|---|---|---|---|---|---|
| 1102.26.0 | 10 | $ 2,2 | 2. 2. | $ 3.0 | 3.. | $ 4.0 |
| 1152.48.0 | 12 | 3.. | 3.. | |||
| 1252.28.0 | 17. | 3.. | véier Waarenen | |||
| 1502.68.0 | zwanzeg | véier Waarenen | véier Waarenen | |||
| 1802.68.5 | 23. | véier Waarenen | fënnef | |||
| 2302.68.5 | 28. An. | 6. | 6. | |||
| 2542.68.5 | 35. | 6. | 6. | |||
| Premium Goldqualitéit | ||||||
| 1102.26.0 | véierzéng | $ 1,8. | 3.. | $ 2,4. | véier Waarenen | $ 3,5 |
| 1152.48.0 | uechtzéng | véier Waarenen | fënnef | |||
| 1252.28.0 | zwanzeg | véier Waarenen | fënnef | |||
| 1502.68.0 | 23. | fënnef | 7. | |||
| 1802.68.5 | 27. | fënnef | aacht | |||
| 2302.68.5 | 35. | 7. | 10 | |||
| 2542.68.5 | 42 Joer. | aacht | eelef | |||
| Qualitéitspropratusplatum | ||||||
| 1102.26.0 | zwanzeg | $ 1.0 | véier Waarenen | $ 2,1 | 6.5 | $ 2,9 |
| 1152.48.0 | 23. | fënnef | 7. | |||
| 1252.28.0 | 24. | 5.,5 | aacht | |||
| 1502.68.0 | 29 An. | 6. | néng | |||
| 1802.68.5 | 35. | aacht | 10 | |||
| 2302.68.5 | 45. Maklo. | 10 | 13 | |||
| 2542.68.5 | fofzeg | 11,5. | fofzéng |
De Bericht benotzt d'Konditioune vum Gost 9206-80 (Ed.1987), Got 10110-87 (Red.1998)
D'Redaktoren sinn der Firma dankbar "Splitssteste" fir Hëllef an der Virbereedung vum Bericht