
Diamond Cutting Circle: Utvalgsregler, typer sirkler, anbefalte skjære moduser, Turbo sirkler effektivitet.



(Schop for støvtett eller uten det) gjør det mulig å bruke en skjære sirkel med en diameter på 254 mm





Maksimal maksimum, men støvløshet er ineffektiv. Med tilfeldighetene av disse områdene er det motsatte
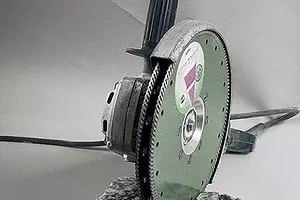
Noen ganger er det behov for å kutte av et stykke asbest-sementrør, murstein, fliser, granitt- eller marmorplater, en del av den armerte betongenheten eller en steinblokk - generelt fast byggemateriale. Og kutt av nøyaktig, samtidig som du opprettholder en viss størrelse. Det er mulig å løse et slikt problem ved hjelp av en diamantskjære sirkel, installert på en skjære maskin eller en bærbar skjære maskin, og oftest - på en hjørne slipemaskin, vanligvis kalt den bulgarske.
Diamant er en type rent karbon og det vanskeligste materialet på jorden, men når den er oppvarmet over 800-tallet, blir det irreversibelt å bli til ganske myk grafitt. Ved deres diamantsirkel kan nesten ethvert materiale kuttes, mens det fortsatt er nødvendig å strengt begrense temperaturen i sirkelen. Det er av denne grunn at en diamantsirkel ikke brukes til å kutte metaller, og foretrekker slipekretsen.
Diamanter blir brukt på stålet av sirkelen på ulike måter. Den vanligste er den som tusenvis av tekniske (kunstige eller naturlige) krystaller i størrelse fra 0,2 til 08,8 mm blandes med enda mindre partikler med metaller. I fremstillingen av en diamantsirkel, for eksempel typen av "krone" rundt omkretsen av en tynn ståldisk med et hull i midten av denne blandingen, er en ring med diameterd, høyde og tykkelser, presset. I fremstillingen av en diamantkuttingssirkel med en intern skjærekant, presses den samme ringen rundt det sentrale hushullet. Den etterfølgende sintring av metallpartikler fører til dannelsen av en bindestamme, som spiller rollen som RIM for slitesterk fiksering av diamanter. Skjæresirkelen med det diammumiske laget rundt omkretsen er installert av det sentrale plantingshullet på kappemaskinens drivaksel, skjæremaskin, "bulgarsk".
Grunnleggende regler for å velge en diamantkutting
Diameteren av sirkelen D er bedre å ta det maksimale for kraften til den "bulgarske" som brukes, men ikke mer enn 254 mm, ellers vil det være vanskelig å jobbe på grunn av et stort dreiemoment, spesielt når du starter instrumentet.Den mest høykvalitets kutten uten sjetonger vil gi en sirkel av "krone" montert på en skjæreutstyr når du bruker kjøling.
For kutting av naturlige materialer (marmor, granitt, gabbro, kvartsitt) sirkler med en intermittent kant, er det bedre å velge smale spor mellom segmenter for å utelukke en skarp, ubehagelig lyd, og med en kutting av betong, er bredere sporene hensiktsmessig å øke produktivitet.
Når skjærehjulsdiameteren til skjæresirkelen er større enn diameteren til den bulgarske akselen, bruk overgangsringen (det kan kjøpes, for eksempel på firmaet "Splitstone"). Se på at den ikke forstyrrer den pålitelige fiksering av sirkelen.
Utvalget av diamantskjæringssirkler brukes til kutting uten avkjøling eller med tvungen kjøling med vann. Et bunt av en sirkel er valgt i henhold til sammensetningen svært nøye, siden den ikke bare bør reparere diamantene på en pålitelig måte, men også for å motstå en høy temperatur og en betydelig mekanisk belastning.
Diamant cutting sirkler leverer flere dusin firmaer til det russiske markedet, for eksempel belgisk diamantkort, italiensk Diamond-d, tysk Dronco og Bosch, Hilti fra Liechtenstein, bulgarsk sparky, ukrainsk "UKR-Diamant", mange kinesiske produsenter, også Som innenlandske firmaer blant annet er Moskva "Splitstone" og i nærheten av Moskva Tomal. Det er bemerkelsesverdig at selskapet som er angitt på etiketten, ikke nødvendigvis er produsenten. Bare produsenter av vinkelslipemaskiner, skjæremaskiner og skjæremaskiner tilbyr avskårne sirkler til dem under sitt merke. Men i alle fall, på huset til sirkelen eller på emballasjen, må materialet angis, for skjæringen som sirkelen er utformet, eller sirkelkroppen er malt avhengig av typen av bunt eller stikker etiketten til samme farge.
Hovedtyper av Diamond Cutting Circles
| Sideoverflate | Skjærekant | |
|---|---|---|
| Fast | Intermitterende | |
| Flat | "Krone" | Segmentet |
| Bølgeformet | "Turbo" | Turbo segmentert |
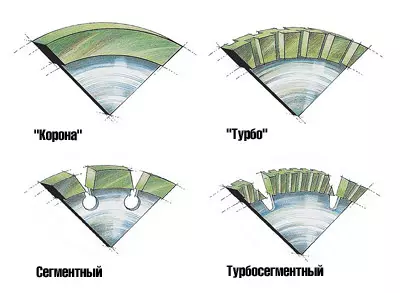
Diamantkuttingssirkelen skiller formen på skjærekanten og formen på siden av det diammoniske laget. Skjæringskanten av det diammumiske laget bestemmer ytelsen til prosessen og er et fast stoff eller intermittent, dannet av sirkelets segmenter. Sideflaten på det diamantlaget påvirker varmefrigivelsen under kutting og er flat eller bølgeaktig. De forskjellige kombinasjonene av formen på skjærekanten med formen på sideflaten av det diammoniske laget førte til opprettelsen av fire hovedtyper av diamantskjæringssirkler. Disse fire typer sirkler refereres til som følger: "Crown" (med et solidt flatt diamantlag), "turbo" (med et solidt bølgeaktig diamantlag), segment (saber-lignende flat segmenter) og turbogen (med diamant -Like bølge-lignende segmenter). Skjære sirkler med intermitterende skjærekant, ligner veldig mye disksager med en merkelig tannformen. For de fleste sirkler brukes diamantpulveret i det sydafrikanske selskapets debers.
Sirkler "Crown" gir det minste forbruket av materialet og skjæret med glatte kanter, men et stort kontaktområde for det flate faste diamantlaget med materialet fører til tildeling av en betydelig mengde varme. Denne mengden avhenger av rotasjonsskjæringsmodusene og bevegelsen av sirkelen (feed). Derfor er den tvungen kjøling av sirkler med vann nesten alltid brukt, det nødvendige forbruket avhenger av diameteren D av sirkelen.
Denne rapporten bruker data om diamantkretser og skjæremodus som akkumuleres av Splitstone som følge av et stort antall eksperimenter.
Det skal bemerkes at med en reduksjon i verdiene til skjæremodusene, sammenlignet med de oppgitte dataene i tabellene, brukes diamantkretsen irrasjonelt, og med en økning i oppvarmingsøkningene.
Sirkler "krone" De er produsert med to typer bunter (basert på bronse og kobolt basert på tilsetning av bronse), slik at de er malt i henholdsvis to farger, gul og grønn. Hjulene i gule er designet for å kutte mykere materialer: marmor, gips, gips, fliser, keramiske fliser og semi-edelstener og grønne fargesirkler for faste materialer: granitt, kvartsitt, labradoritt, naturstein, silisium. Diameteren D Circle "Crown" overstiger ikke 400mm.
Skjæringen av nesten alle sirkler "Crown" må produseres på en skjære-maskin som gir en konstant vannforsyning. Men nylig oppsto det sirkler av "krone" -diameteren på opptil 230 mm for tørr kutting av keramiske fliser. For å gjøre dette, kan du bruke den vanlige "bulgarske".
Praktiske anbefalinger
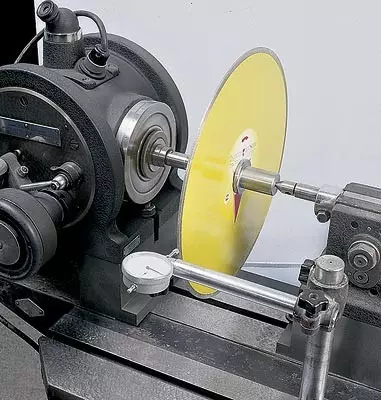
Det skal bemerkes at kutten 1m2 av materialet er dyrere enn "Turbo" -sirkelen, og turbolagmentet er dyrere enn segmentet.Den nye skjære sirkelen er først sikker på å vri ca 5 minutter, holde den "bulgarske" med en kledd casing sirkel fra seg selv. Faktum er at når man transporterer i sirkelhuset, blir mikroskopiske sprekker noen ganger dannet, noe som kan føre til ødeleggelsen av sirkelen.
Med intensiv gnistning og oppvarming av sirkelen, kutte skjæringen, hev sirkelen over materialet i ca. 10 sekunder, og deretter fortsette å arbeide med en redusert tilførsel.
Når en sirkel "turbo" på metallforsterkningen i prosessen med skjæreforsterket betong, bør reduseres med ca. 30-50%.
Etter den komplette slitasje på diamantsegmentene, ikke kast bort saken av segmentsirkelen. Splitstone Firm angriper ham nye diamantiske segmenter, som lar deg spare ca 20% av kostnaden for en ny sirkel.
Anbefalte skjære moduser med krone sirkler
| Diameter d, mm | Fargekrets | Rotasjonsfrekvens, RPM | Kutt dybde, maks., Mm | Feed, m / min | Nødvendig kraft, kw | Vannforbruk, l / min |
|---|---|---|---|---|---|---|
| 110. | Gul | 7000-10000. | femten | 0,4. | 1,2-1,4 | 5-10. |
| Grønn | 4200-6000. | 0,3. | ||||
| 115. | Gul | 7000-10000. | 0,4. | 1,4-1,6 | ||
| Grønn | 4200-6000. | 0,3. | ||||
| 150. | Gul | 5000-7600. | tjue | 0,4. | 1,8-2,0. | |
| Grønn | 3200-4500. | 0,3. | ||||
| 180. | Gul | 4200-6300. | 40. | 0,6 | 2.0-2.2. | |
| Grønn | 2600-3700. | tretti | 0,4. | |||
| 250. | Gul | 3000-4600. | 65. | 0,6 | 2.2-2.4. | 10-15. |
| Grønn | 2000-2700. | femti | 0,4. | |||
| 300. | Gul | 2250-3800. | 65. | 0,8-1,0. | 2.4-26. | 12-17. |
| Grønn | 1600-2200. | femti | 0.5-0.7. | |||
| 350. | Gul | 2200-3300. | 80. | 0,8-1,0. | ||
| Grønn | 1400-2000. | 60. | 0.5-0.7. | |||
| 400. | Gul | 2000-2900. | 80. | 0,8-1,0. | 2.6-2.8. | 20-25. |
| Grønn | 1200-1700. | 60. | 0.5-0.7. |
Sirkler "Turbo" Praktisk ved at du kan kutte dem ved hjelp av "bulgarsk".
For å redusere kontaktområdet med materialet i siden av diamantfritt lag, er det skrånende spor, og det blir bølgeaktig. Nå er det bare rørt av bølgene, og luften, fanget av sporene, gir god kjøling. Tvunget kjøling med vann i dette tilfellet du ikke trenger å bruke.
Slike sirkler produseres med tre typer bunter (basert på bronse, basert på bronse med tilsetning av jern og kobolt eller basert på kobolt med tilsetning av bronse), så farge, henholdsvis tre farger gul, blå og grønn. Gule sirkler er designet for tørr kutting av marmor, keramikk og fliser, gips, takfliser, kalkstein, brent og silikat murstein, blå - for middelshardhetsmaterialer: Curb stein, chamotte murstein, skifer, solid marmor, "lunge" betong, sirkler Grønn farge - for faste materialer: granitt, "tung" betong og betong med et solid fyllstoff.
Deres diameter overstiger ikke 300 mm, og det mest chassis - 230 mm, som bestemmes av størrelsen på standard bulgarsk hylster. Hvis det tillater strømmen, er det noen ganger satt til eller uten foringsstørrelse eller uten å bringe diameteren til sirkelen til 254 mm.
Anbefalte skjæremodus med turboksirkler
| Diameter d, mm | Fargekrets | Rotasjonsfrekvens, RPM | Kutt dybde, maks. / Dream Circle, MM | Fôr, m / min | Nødvendig kraft, kw |
|---|---|---|---|---|---|
| 110. | Gul | 9000-14000. | 15/15. | 0,2 | 0,6 |
| Blå | |||||
| Grønn | |||||
| 115. | Gul | 9000-14000. | |||
| Blå | |||||
| Grønn | |||||
| 125. | Gul | 8000-1200. | 1.0. | ||
| Blå | |||||
| Grønn | |||||
| 150. | Gul | 7000-10000. | 20/20. | 1,2. | |
| Blå | |||||
| Grønn | |||||
| 180. | Gul | 6000-8000. | 40/25. | 0,3. | 1,6. |
| Blå | |||||
| Grønn | |||||
| 230. | Gul | 5000-7000. | 60/30 | 2.0. | |
| Blå | |||||
| Grønn | |||||
| 254. | Gul | 4600-6500. | 65/30. | 0,4. | 2,2. |
| Blå | |||||
| Grønn | |||||
| 300. | Gul | 3800-5000. | 80/30 | 2.6. | |
| Blå | |||||
| Grønn |
Segment sirkler Tillat å oppnå høyere ytelse på grunn av det faktum at materialets kuttfragmenter faller inn i sporene mellom segmentene og fjernes på samme måte som når disksagen skjærer, uten å forstyrre kutting. Diameteren av en slik sirkel kan være stor, siden segmentene er laget separat, og deretter loddet til sirkelkroppen med sølvsolder eller sveis med lasersveising. Nesten alle av dem krever kjøling med vann, og en stor nødvendig strømstyrker bruken av spesielle dyre skjæremaskiner, som ble nevnt i rapporten om den "nye døråpningen i overhaling" (se. IVDN7 (9) i 1998).
Metoden for valg av bunttype og med lasersveising, er det mulig å lage segmentsirkler med en diameter på 254 mm for tørr kuttebetong og murstein, som tillater bruk av "bulgarsk".
Anbefalte skjæremodussegmentsirkler
| Diameter d, mm | Skiver materiale | Rotasjonsfrekvens, RPM | Kutt dybde, maks. / Dream Circle, MM | Fôr, m / min | Nødvendig kraft, kw | Vannforbruk, l / min |
|---|---|---|---|---|---|---|
| 230. | Marmor | 5200-4800. | 60/30 | 0,1-2,0. | 1,8-2,0. | 8-12. |
| Granitt | 2200-3300. | 50/25. | 0.3-1.0. | |||
| Betong | 3000-4800. | 50/25. | 2.0-10.0. | 5-8. | ||
| M / betong | 2000-3200. | 50/20. | 1,5-8,0. | |||
| 254. | Marmor | 4500-4000. | 80/35. | 0,1-2,0. | 2,0-2,4. | 8-12. |
| Granitt | 1900-2800. | 60/30 | 0.3-1.0. | |||
| Betong | 2500-4200. | 70/30. | 2.0-10.0. | 5-8. | ||
| M / betong | 1600-2800. | 70/25. | 1,5-8,0. | |||
| 300. | Marmor | 3200-3800. | 100/40. | 0,1-2,0. | 2.4-3.5. | 10-15. |
| Granitt | 1600-2300. | 80/40. | 0.3-1.0. | |||
| Betong | 2000-3800. | 90/40. | 2.0-10.0. | 8-10. | ||
| M / betong | 1200-2400. | 90/30. | 1,5-8,0. | |||
| 350. | Marmor | 2700-3300. | 100/40. | 0,1-2,0. | 3.0-4.5. | 10-15. |
| Granitt | 1400-2000. | 80/40. | 0.3-1.0. | |||
| Betong | 1650-3300. | 90/40. | 2.0-10.0. | 8-10. | ||
| M / betong | 1000-1600. | 90/35. | 1,5-8,0. | |||
| 400. | Marmor | 1650-3300. | 140/40. | 0,1-2,0. | 4.5-6.0. | 15-20. |
| Granitt | 1200-1700. | 100/40. | 0.3-1.0. | |||
| Betong | 1400-2900. | 100/40. | 2.0-10.0. | 10-15. | ||
| M / betong | 800-1200. | 90/35. | 1,5-8,0. |
I Turbo segmenterte sirkler Segmenter med en bølgelignende sideflate av det diammumiske laget er sveiset med lasersveising til sirkelkroppen. Waich croach kombinert de beste egenskapene til segment sirkler og turbo sirkler: de gir høy ytelse tørr kutting.
Fast "splitstone" Det evaluerer effektiviteten av diamantkretser ved hjelp av en spesialutviklet teknikk. Bruken bestemmes av kostnaden for å kutte 1m2 av materialet og ressursen til skjæreirkelen som det totale arealet av kuttet tverrsnitt av materialet i 1m2, og tre grader av kvaliteten på sirkelene (asparable) kan Defineres - Standard sølv, Premium Gold og Professional Platinum. Jo høyere kvaliteten på kvaliteten på sirkelen, jo høyere er ressursen og kostnaden, men avhengigheten er slik at for en stor mengde arbeid er det mer lønnsomt å skaffe seg sirkler av høyere kvalitet.
Utvendig skille sirkler av samme type og med en bunt, men forskjellig kvalitet er mulig av kroppens farge: En mørkere tone tilsvarer en høyere grad av kvalitet, for eksempel blå (standard sølv), blå (Premium Gold) og mørkblå (profesjonell platina).
Hver skjærecirkel av det nye designet er testet for å bestemme de virkelige verdiene for skjære-, ressurs- og ytelsesmodus, og hvert skjærehjul, produsert for salg, er pre-sale-kontroll. Men i alle fall bør instruksjoner om bruken gjøres til diamantkuttingssirkelen, som skal nøye læres for ikke å forårsake skade under arbeidet med et høyhastighetsverktøy.
Effektiviteten av Turbo Diamond Circles i henhold til evalueringen av Splitstone
| Diameter crod. Laghøyde Bredde Lag, mm | Ressurs VM2 / Cost 1m2 Cut, $ | |||||
| Marmor | Granitt | Betong | ||||
| Standard sølv | ||||||
|---|---|---|---|---|---|---|
| 1102,26.0. | 10. | $ 2,2. | 2. | $ 3.0. | 3. | $ 4.0. |
| 1152,48.0. | 12. | 3. | 3. | |||
| 1252,28.0. | 17. | 3. | fire | |||
| 1502,68.0. | tjue | fire | fire | |||
| 1802,68,5. | 23. | fire | fem | |||
| 2302,68,5. | 28. | 6. | 6. | |||
| 2542,68,5. | 35. | 6. | 6. | |||
| Premium Gold Quality. | ||||||
| 1102,26.0. | fjorten | $ 1,8. | 3. | $ 2,4. | fire | $ 3.5. |
| 1152,48.0. | atten | fire | fem | |||
| 1252,28.0. | tjue | fire | fem | |||
| 1502,68.0. | 23. | fem | 7. | |||
| 1802,68,5. | 27. | fem | åtte | |||
| 2302,68,5. | 35. | 7. | 10. | |||
| 2542,68,5. | 42. | åtte | elleve | |||
| Kvalitet profesjonell platina | ||||||
| 1102,26.0. | tjue | $ 1.0. | fire | $ 2,1. | 6.5. | $ 2.9. |
| 1152,48.0. | 23. | fem | 7. | |||
| 1252,28.0. | 24. | 5.5. | åtte | |||
| 1502,68.0. | 29. | 6. | ni | |||
| 1802,68,5. | 35. | åtte | 10. | |||
| 2302,68,5. | 45. | 10. | 1. 3 | |||
| 2542,68,5. | femti | 11.5. | femten |
Rapporten bruker vilkårene fra GOST 9206-80 (ED.1987), GOST 10110-87 (RED.1998) og GOST 16115-88 (ED.1998)
Redaktørene er takknemlige for selskapet "Splitstone" for hjelp i utarbeidelsen av rapporten