
ਡਾਇਮੰਡ ਕੱਟਣ ਦਾ ਚੱਕਰ: ਚੋਣ ਨਿਯਮ, ਚੱਕਰ ਦੀਆਂ ਕਿਸਮਾਂ, ਸਿਫਾਰਸ਼ ਕੀਤੇ ਕੱਟਣ ਦੇ es ੰਗਾਂ, ਟਰਬੋ ਚੱਕਰ ਕੁਸ਼ਲਤਾ.



(ਡਸਟਪ੍ਰੂਫ ਲਈ ਸਕੌਪ ਜਾਂ ਇਸ ਤੋਂ ਬਿਨਾਂ) 254 ਮਿਲੀਮੀਟਰ ਦੇ ਵਿਆਸ ਦੇ ਨਾਲ ਕੱਟਣ ਵਾਲੇ ਚੱਕਰ ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਸੰਭਵ ਬਣਾਉਂਦਾ ਹੈ





ਵੱਧ ਤੋਂ ਵੱਧ ਅਧਿਕਤਮ, ਪਰ ਬੇਰਹਿਮੀ ਤੋਂ ਬੇਅਸਰ ਹੈ. ਇਨ੍ਹਾਂ ਖੇਤਰਾਂ ਦੇ ਇਤਫਾਕ ਨਾਲ, ਇਸ ਦੇ ਉਲਟ
ਕਈ ਵਾਰ ਐਸਬੈਸਟੋਸ-ਸੀਮੈਂਟ ਪਾਈਪ, ਇੱਟਾਂ, ਟਾਈਲਾਂ, ਗ੍ਰੇਨਾਈਟ ਜਾਂ ਸੰਗਮਰਮਰ ਸਲੈਬਿਆਂ ਦੇ ਟੁਕੜੇ, ਮਜਬੂਤ ਕੰਕਰੀਟ ਯੂਨਿਟ ਜਾਂ ਸਟੋਨ ਬਲਾਕ ਦੇ ਹਿੱਸੇ ਨੂੰ ਘਟਾਉਣ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ, ਆਮ ਤੌਰ ਤੇ, ਇਕ ਸੋਲਡ ਬਿਲਡਿੰਗ ਸਮੱਗਰੀ. ਅਤੇ ਬਿਲਕੁਲ ਬਾਹਰ ਕੱਟੋ, ਕੁਝ ਅਕਾਰ ਨੂੰ ਬਣਾਈ ਰੱਖਣ ਦੌਰਾਨ. ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਜਾਂ ਪੋਰਟੇਬਲ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਜਾਂ ਅਕਸਰ ਹੀਰੇ ਕੱਟਣ ਵਾਲੇ ਚੱਕਰ ਦੀ ਮਦਦ ਨਾਲ ਅਜਿਹੀ ਸਮੱਸਿਆ ਦਾ ਹੱਲ ਕਰਨਾ ਸੰਭਵ ਹੈ, ਅਤੇ ਅਕਸਰ - ਇਕ ਕੋਨੇ ਪੀਹਣ ਵਾਲੀ ਮਸ਼ੀਨ ਤੇ, ਆਮ ਤੌਰ 'ਤੇ ਬੁਲਗਾਰੀਅਨ ਕਿਹਾ ਜਾਂਦਾ ਹੈ.
ਹੀਰਾ ਇਕ ਕਿਸਮ ਦੀ ਸ਼ੁੱਧ ਕਾਰਬਨ ਅਤੇ ਧਰਤੀ ਉੱਤੇ ਸਭ ਤੋਂ ਭੈੜੀ ਸਮੱਗਰੀ ਹੈ, ਪਰ ਜਦੋਂ 800s 800 ਦੇ ਉੱਪਰ ਗਰਮ ਕਰੋ ਤਾਂ ਇਹ ਅਟੱਲ ਤੌਰ ਤੇ ਨਰਮ ਗ੍ਰਾਫਾਈਟ ਵਿੱਚ ਬਦਲ ਜਾਂਦਾ ਹੈ. ਉਨ੍ਹਾਂ ਦੇ ਹੀਰੇ ਦੇ ਚੱਕਰ ਦੁਆਰਾ, ਲਗਭਗ ਕਿਸੇ ਵੀ ਸਮੱਗਰੀ ਨੂੰ ਕੱਟਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਜਦੋਂ ਕਿ ਅਜੇ ਵੀ ਚੱਕਰ ਦੇ ਤਾਪਮਾਨ ਨੂੰ ਸਖਤੀ ਨਾਲ ਸੀਮਤ ਕਰਨਾ ਜ਼ਰੂਰੀ ਹੈ. ਇਸ ਕਾਰਨ ਕਰਕੇ ਇਹ ਇਕ ਡਾਇਮੰਡ ਦਾ ਚੱਕਰ ਧਾਤਾਂ ਨੂੰ ਕੱਟਣ ਲਈ ਨਹੀਂ ਵਰਤਿਆ ਜਾਂਦਾ, ਘ੍ਰਿਣਾਯੋਗ ਚੱਕਰ ਨੂੰ ਤਰਜੀਹ ਦਿੰਦੇ ਹਨ.
ਹੀਰੇ ਵੱਖ-ਵੱਖ ਤਰੀਕਿਆਂ ਨਾਲ ਚੱਕਰ ਦੇ ਸਟੀਲ ਦੇ ਕੇਸ ਤੇ ਲਾਗੂ ਕੀਤੇ ਜਾਂਦੇ ਹਨ. ਸਭ ਤੋਂ ਆਮ ਉਹ ਹੈ ਜਿਸ ਵਿਚ 5.2.2.8 ਮਿਲੀਮੀਟਰ ਤੋਂ 10.8 ਮਿਲੀਮੀਟਰ ਦੇ ਵੀ ਛੋਟੇ ਛੋਟੇ ਕਣਾਂ ਨਾਲ ਮਿਲਾਏ ਗਏ ਹਜ਼ਾਰਾਂ ਤਕਨੀਕੀ (ਨਕਲੀ ਜਾਂ ਕੁਦਰਤੀ) ਕ੍ਰਿਸਟਲ ਮਿਲਦੇ ਹਨ. ਇੱਕ ਹੀਰੇ ਦੇ ਚੱਕਰ ਵਿੱਚ, ਉਦਾਹਰਣ ਵਜੋਂ, ਇਸ ਮਿਸ਼ਰਣ ਦੇ ਕੇਂਦਰ ਵਿੱਚ ਇੱਕ ਪਤਲੀ ਸਟੀਲ ਡਿਸਕ ਦੇ ਘੇਰੇ ਦੇ ਦੁਆਲੇ "ਕਰਾ own ਨ" ਦੀ ਕਿਸਮ, ਕੱਦ ਦੀ ਇੱਕ ਅੰਗੂਠੀ, ਮੋਟਾਈ ਅਤੇ ਮੋਟਾਈ ਨੂੰ ਦਬਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ. ਅੰਦਰੂਨੀ ਕੱਟਣ ਵਾਲੇ ਕਿਨਾਰੇ ਦੇ ਨਾਲ ਹੀਰੇ ਕੱਟਣ ਵਾਲੇ ਚੱਕਰ ਵਿੱਚ ਇੱਕ ਹੀਰੇ ਕੱਟਣ ਵਾਲੇ ਚੱਕਰ ਵਿੱਚ, ਉਹੀ ਰਿੰਗ ਕੇਂਦਰੀ ਹਾ ousing ਸਿੰਗ ਹੋਲ ਦੇ ਦੁਆਲੇ ਦਬਾਈ ਜਾਂਦੀ ਹੈ. ਧਾਤ ਦੇ ਕਣਾਂ ਦਾ ਅਗਲਾ ਗੁਲਾਉਣਾ ਇੱਕ ਬਿੰਡਰ ਫਰੇਮ ਦੇ ਗਠਨ ਵੱਲ ਜਾਂਦਾ ਹੈ, ਜੋ ਕਿਲੇਰਾਂ ਦੀ ਟਿਕਾ urable ਫਿਕਸਿੰਗ ਲਈ ਰਿਮ ਦੀ ਭੂਮਿਕਾ ਅਦਾ ਕਰਦਾ ਹੈ. ਘੇਰੇ ਦੇ ਨਾਲਲੇ ਦੋਸਤ ਦੀ ਪਰਤ ਵਾਲਾ ਚੱਕਰ ਕੱਟਣ ਵਾਲਾ ਚੱਕਰ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ, ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ, "ਬੁਲਗਿੰਗ ਮਸ਼ੀਨ," ਬੁਲਗਿੰਗ ਫਾਰਥ, "ਬੁਲਗਿੰਗ" ਦੇ ਕੇਂਦਰੀ ਲਾਉਣਾ ਮੋਰੀ ਦੁਆਰਾ ਸਥਾਪਤ ਹੁੰਦਾ ਹੈ.
ਇੱਕ ਡਾਇਮੰਡ ਕੱਟਣ ਵਾਲੇ ਚੱਕਰ ਦੀ ਚੋਣ ਕਰਨ ਲਈ ਮੁ rules ਲੇ ਨਿਯਮ
"ਬੁਲਗਇੰਗ" ਦੀ ਸ਼ਕਤੀ ਲਈ ਵੱਧ ਤੋਂ ਵੱਧ ਵਰਤੋਂ ਲਈ ਸਰਕਲ ਦਾ ਵਿਆਸ ਬਿਹਤਰ ਹੁੰਦਾ ਹੈ, ਪਰ 254 ਮਿਲੀਮੀਟਰ ਤੋਂ ਵੱਧ ਨਹੀਂ, ਖ਼ਾਸਕਰ ਜਦੋਂ ਯੰਤਰ ਦੀ ਸ਼ੁਰੂਆਤ ਕਰਦੇ ਹੋ.ਬਿਨਾਂ ਚਿੱਪਾਂ ਦੇ ਸਭ ਤੋਂ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੀ ਕਟੌਤੀ "ਕਰਾ own" ਦਾ ਚੱਕਰ ਲਗਾਏਗੀ ਜਦੋਂ ਠੰਡਾ ਹੋਣ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋ.
ਕੁਦਰਤੀ ਪਦਾਰਥ (ਸੰਗਮਰਮਰ, ਗ੍ਰੇਨਾਈਟ, ਕੁਆਰਟਜ਼ਾਈਟ) ਦੇ ਚੱਕਰ ਨੂੰ ਕੱਟਣ ਲਈ, ਤਿੱਖੀ, ਕੋਝਾ ਆਵਾਜ਼ ਅਤੇ ਕੰਕਰੀਟ ਦੇ ਕੱਟਣ ਲਈ ਵੱਖੋ ਵੱਖਰੇ ਹੁੰਦੇ ਹਨ ਉਤਪਾਦਕਤਾ.
ਜਦੋਂ ਕੱਟਣ ਵਾਲੇ ਚੱਕਰ ਦਾ ਕੱਟਣ ਵਾਲੀ ਵ੍ਹੀਲ ਵਿਆਸ ਬੁਲਸ਼ਾਰੀ ਦੇ ਸ਼ੈਫਟ ਦੇ ਵਿਆਸ ਤੋਂ ਵੱਡਾ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਇਸ ਨੂੰ ਖਰੀਦਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਉਦਾਹਰਣ ਵਜੋਂ, ਕੰਪਨੀ 'ਤੇ "ਸਪਲਿਟਸਟੋਨ"). ਵੇਖੋ ਕਿ ਇਹ ਚੱਕਰ ਦੇ ਭਰੋਸੇਯੋਗ ਫਿਕਸਿੰਗ ਵਿੱਚ ਦਖਲ ਨਹੀਂ ਦਿੰਦਾ.
ਡਾਇਮੰਡ ਕੱਟਣ ਵਾਲੇ ਚੱਕਰ ਦੀ ਕਿਸਮ ਕੂਲਿੰਗ ਦੇ ਕੱਟਣ ਜਾਂ ਪਾਣੀ ਨਾਲ ਜ਼ਬਰਦਸਤੀ ਠੰਡਾ ਹੋਣ ਲਈ. ਇੱਕ ਚੱਕਰ ਦਾ ਇੱਕ ਬੰਡਲ ਨੂੰ ਬੈਂਡ ਦੁਆਰਾ ਬਹੁਤ ਧਿਆਨ ਨਾਲ ਚੁਣਿਆ ਜਾਂਦਾ ਹੈ ਕਿਉਂਕਿ ਇਸ ਨੂੰ ਨਾ ਸਿਰਫ ਹੀਰੇ ਨੂੰ ਠੀਕ ਨਹੀਂ ਕਰਨਾ ਚਾਹੀਦਾ, ਬਲਕਿ ਉੱਚ ਤਾਪਮਾਨ ਅਤੇ ਮਹੱਤਵਪੂਰਣ ਮਕੈਨੀਕਲ ਭਾਰ ਦਾ ਸਾਹਮਣਾ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ.
ਡਾਇਮੰਡ ਕੱਟਣ ਵਾਲੇ ਚੱਕਰ ਨੂੰ ਰੂਸੀ ਮਾਰਕੀਟ ਵਿੱਚ ਕਈ ਦਰਜਨ ਫਰਮਾਂ ਦੀ ਸਪਲਾਈ ਕਰਦਾ ਹੈ, ਉਦਾਹਰਣ ਵਜੋਂ, ਬੈਲਜੀਅਨ ਡਾਇਮੰਡ-ਬੋਰਡ, ਇਤਾਲਵੀ ਸਪਾਰਕੀ, ਬੀਤੇਨੀਅਨ ਸਪਾਰਕੀ, ਦੇ ਨਾਲ ਨਾਲ ਘਰੇਲੂ ਫਰਮਾਂ ਜਿਸ ਵਿੱਚ ਮਾਸਕੋ "ਸਪਲਿਟਸਟੋਨ" ਅਤੇ ਮਾਸਕੋ ਦੇ ਨੇੜੇ ਹੈ. ਇਹ ਧਿਆਨ ਦੇਣ ਯੋਗ ਹੈ ਕਿ ਲੇਬਲ ਤੇ ਦਰਸਾਈ ਗਈ ਕੰਪਨੀ ਇਸ ਲਈ ਇਸਦਾ ਨਿਰਮਾਤਾ ਨਹੀਂ ਹੈ. ਸਿਰਫ ਐਂਗੂਲਰ ਪੀਸੰਟਿੰਗ ਮਸ਼ੀਨਾਂ ਦੇ ਨਿਰਮਾਤਾ ਅਤੇ ਕੱਟਣ ਵਾਲੀਆਂ ਮਸ਼ੀਨਾਂ ਉਨ੍ਹਾਂ ਦੇ ਬ੍ਰਾਂਡ ਦੇ ਹੇਠਾਂ ਉਨ੍ਹਾਂ ਨੂੰ ਕੱਟ-ਚੱਕਰ ਦੇ ਚੱਕਰ ਨੂੰ ਪਾਰ ਕਰ ਦਿੰਦੀਆਂ ਹਨ. ਪਰ ਕਿਸੇ ਵੀ ਸਥਿਤੀ ਵਿੱਚ, ਚੱਕਰ ਦੇ ਘਰ ਜਾਂ ਇਸ ਦੀ ਪੈਕਿੰਗ ਤੇ, ਸਮੱਗਰੀ ਨੂੰ ਦਰਸਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਜਿਸ ਨੂੰ ਸਰਕਲ ਤਿਆਰ ਕੀਤਾ ਗਿਆ ਹੈ ਜਾਂ ਬੰਡਲ ਦੀ ਕਿਸਮ ਦੇ ਅਧਾਰ ਤੇ, ਜਾਂ ਇਸ ਦੇ ਲੇਬਲ ਤੇ ਚਿਪਕਿਆ ਹੋਇਆ ਹੈ ਇਕੋ ਰੰਗ.
ਮੁੱਖ ਕਿਸਮ ਦੇ ਹੀਰੇ ਕੱਟਣ ਵਾਲੇ ਚੱਕਰ
| ਸਾਈਡ ਸਤਹ | ਅਤਿਆਧੁਨਿਕ | |
|---|---|---|
| ਠੋਸ | ਰੁਕ-ਰੁਕ ਕੇ | |
| ਫਲੈਟ | "ਤਾਜ" | ਖੰਡ |
| ਵੇਵ-ਆਕਾਰ ਦਾ | "ਟਰਬੋ" | ਟਰਬੋ shgmened |
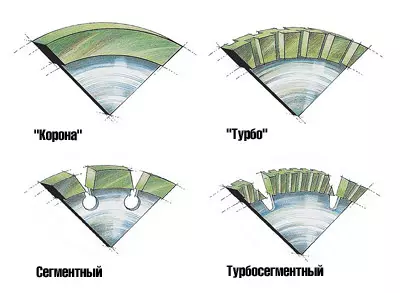
ਡਾਇਮੰਡ ਕੱਟਣ ਦਾ ਚੱਕਰ ਕੱਟਣ ਵਾਲੇ ਕਿਨਾਰੇ ਦੀ ਸ਼ਕਲ ਅਤੇ ਡਾਇਮਰੀ ਲੇਅਰ ਦੀ ਸਾਈਡ ਸਤਹ ਦੀ ਸ਼ਕਲ ਨੂੰ ਵੱਖਰਾ ਕਰਦਾ ਹੈ. ਡਾਇਮਰੀਅਮ ਲੇਅਰ ਦਾ ਕੱਟਣ ਵਾਲਾ ਕਿਨਾਰਾ ਪ੍ਰਕਿਰਿਆ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਦਾ ਹੈ ਅਤੇ ਚੱਕਰ ਦੇ ਹਿੱਸਿਆਂ ਦੁਆਰਾ ਬਣਾਈ ਗਈ ਇਕ ਠੋਸ ਜਾਂ ਠੋਸ ਜਾਂ ਰੁਕ-ਜ਼ਰੂਰੀ ਹੈ. ਡਾਇਮੰਡਿਕ ਪਰਤ ਦੀ ਸਾਈਡ ਸਤਹ ਕੱਟਣ ਦੇ ਦੌਰਾਨ ਗਰਮੀ ਦੇ ਰੀਲੀਜ਼ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰਦੀ ਹੈ ਅਤੇ ਫਲੈਟ ਜਾਂ ਲਹਿਰ ਵਰਗਾ ਹੈ. ਡਾਇਮਰੀ ਪਰਤ ਦੀ ਸਾਈਡ ਸਤਹ ਦੀ ਸ਼ਕਲ ਦੇ ਨਾਲ ਕੱਟਣ ਵਾਲੇ ਕਿਨਾਰੇ ਦੇ ਆਕਾਰ ਦੇ ਵੱਖ ਵੱਖ ਜੋੜਾਂ ਨੂੰ ਚਾਰ ਮੁੱਖ ਕਿਸਮਾਂ ਦੇ ਹੀਰਾ ਕੱਟਣ ਵਾਲੇ ਚੱਕਰ ਦੀ ਸਿਰਜਣਾ ਨੂੰ ਬਣਾਇਆ. ਇਹਨਾਂ ਚਾਰ ਕਿਸਮਾਂ ਦੇ ਚੱਕਰ ਨੂੰ ਇਸ ਪ੍ਰਦੇਸ਼ ਦੇ ਅਨੁਸਾਰ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ: "ਤਾਜ" (ਇੱਕ ਠੋਸ ਫਲੈਟ ਡਾਇਮਰੀ ਲੇਅਰ ਦੇ ਨਾਲ), ਖੰਡ (ਸਾਬਰ ਵਰਗੇ ਫਲੈਟ ਹਿੱਸੇ) ਅਤੇ ਟਰਬੋਗੇਨੀ ਦੇ ਨਾਲ -ਇਹ ਵੇਵ ਵਰਗੇ ਹਿੱਸਿਆਂ). ਰੁਕ-ਰੁਕਣ ਵਾਲੇ ਕਿਨਾਰੇ ਦੇ ਨਾਲ ਚੱਕਰ ਕੱਟਣੇ ਬਹੁਤ ਸਾਰੀਆਂ ਚੀਜ਼ਾਂ ਦੇ ਆਲੇ-ਦੁਆਲੇ ਦੀਆਂ ਬਹੁਤ ਸਾਰੀਆਂ ਤਬਦੀਲੀਆਂ ਵਾਲੀਆਂ ਚੀਜ਼ਾਂ ਨਾਲ. ਬਹੁਤੇ ਚੱਕਰ ਲਈ, ਦੱਖਣੀ ਅਫਰੀਕਾ ਦੀ ਕੰਪਨੀ ਡੀਬਾਇਅਰਾਂ ਦਾ ਹੀਰਾ ਪਾ powder ਡਰ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ.
ਚੱਕਰ "ਤਾਜ" ਸਮੱਗਰੀ ਦੇ ਨਾਲ ਸਮੱਗਰੀ ਦੀ ਸਭ ਤੋਂ ਛੋਟੀ ਜਿਹੀ ਖਪਤ ਪ੍ਰਦਾਨ ਕਰਦੀ ਹੈ ਅਤੇ ਨਿਰਵਿਘਨ ਕਿਨਾਰਿਆਂ ਦੇ ਸੰਪਰਕ ਦਾ ਇੱਕ ਵੱਡਾ ਖੇਤਰ ਇੱਕ ਮਹੱਤਵਪੂਰਣ ਗਰਮੀ ਦੀ ਅਲਾਟਮੈਂਟ ਵੱਲ ਜਾਂਦਾ ਹੈ. ਇਹ ਮਾਤਰਾ ਘੁੰਮਣ ਕੱਟਣ ਦੇ of ੰਗਾਂ ਅਤੇ ਚੱਕਰ ਦੀ ਲਹਿਰ 'ਤੇ ਨਿਰਭਰ ਕਰਦੀ ਹੈ. ਇਹੀ ਕਾਰਨ ਹੈ ਕਿ ਪਾਣੀ ਨਾਲ ਚੱਕਰ ਲਗਾਉਣ ਲਈ ਮਜਬੂਰ ਕਰਨਾ ਲਗਭਗ ਹਮੇਸ਼ਾਂ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਜਿਸ ਦੀ ਲੋੜੀਂਦੀ ਖਪਤਕਾਰ ਹੁੰਦੀ ਹੈ.
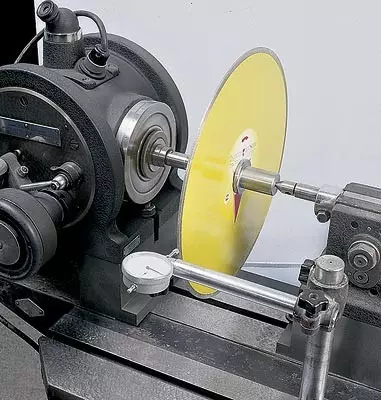
ਇਹ ਰਿਪੋਰਟ ਵੱਡੀ ਗਿਣਤੀ ਦੇ ਪ੍ਰਯੋਗਾਂ ਦੇ ਨਤੀਜੇ ਵਜੋਂ ਸਪਲਿਟਸਟੋਨ ਦੁਆਰਾ ਜਮ੍ਹਾਂ ਕੀਤੇ ਡਾਇਲਸ ਦੇ ਚੱਕਰ ਦੇ ਅਤੇ ਕੱਟਣ ਵਾਲੀਆਂ with ੰਗਾਂ ਤੇ ਡੇਟਾ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ.
ਇਹ ਨੋਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਕਿ ਟੇਬਲ ਵਿੱਚ ਨਿਰਧਾਰਤ ਕੀਤੇ ਗਏ ਡੇਟਾ ਦੇ ਮੁਕਾਬਲੇ, ਡਾਇਮੰਡ ਸਰਕਲ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਇਸ ਦੇ ਗਰਮ ਹੋਣ ਦੇ ਵਾਧੇ ਨਾਲ, ਡਾਇਮੰਡ ਸਰਕਲ ਵਿੱਚ ਵਾਧਾ ਦੇ ਨਾਲ.
ਚੱਕਰ "ਤਾਜ" ਉਹ ਬੰਡਲ ਦੇ ਬੰਡਲ ਨਾਲ ਤਿਆਰ ਕੀਤੇ ਜਾਂਦੇ ਹਨ (ਕਾਂਸੀ ਦੇ ਅਧਾਰ ਤੇ) ਕਾਂਸੀ ਦੇ ਅਧਾਰ ਤੇ) ਪਿੱਤਲ ਦੇ ਜੋੜ ਦੇ ਅਧਾਰ ਤੇ, ਇਸ ਲਈ ਉਹ ਕ੍ਰਮਵਾਰ ਦੋ ਰੰਗਾਂ, ਪੀਲੇ ਅਤੇ ਹਰੇ ਵਿੱਚ ਪੇਂਟ ਕੀਤੇ ਗਏ ਹਨ. ਪੀਲੇ ਦੇ ਪਹੀਏ ਸੋਫੇ ਪਦਾਰਥਾਂ ਨੂੰ ਕੱਟਣ ਲਈ ਤਿਆਰ ਕੀਤੇ ਗਏ ਹਨ: ਸੰਗਮਰਮਰ, ਪਲਾਸਟਰ, ਡ੍ਰਾਇਵਲ, ਟਾਈਲਾਂ, ਕੌਰਰਡਜ਼ਾਈਟ, ਲੇਅਰਸਾਡੈਜ, ਲੇਅਰਸਾਡੇਟ, ਕੁਦਰਤੀ ਪੱਥਰ, ਸਿਲੀਕਾਨ. ਵਿਆਸ ਡੀ ਸਰਕਲ "ਤਾਜ" 400mm ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੁੰਦਾ.
ਇਕ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ 'ਤੇ ਤਕਰੀਬਨ ਸਾਰੇ ਚੱਕਰ ਕੱਟਣ ਵਾਲੇ "ਤਾਜ" ਨੂੰ ਤਿਆਰ ਕਰਨਾ ਲਾਜ਼ਮੀ ਹੈ, ਜੋ ਕਿ ਨਿਰੰਤਰ ਪਾਣੀ ਦੀ ਸਪਲਾਈ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ. ਪਰ ਹਾਲ ਹੀ ਵਿਚ ਉਥੇ ਵਸਰਾਵਿਕ ਟਾਈਲਾਂ ਦੇ ਸੁੱਕੇ ਕੱਟਣ ਲਈ "ਤਾਜ" ਵਿਆਸ ਦੇ ਚੱਕਰ ਦੇ ਚੱਕਰ ਦੇ ਚੱਕਰ ਦਿਖਾਈ ਦਿੱਤੇ. ਅਜਿਹਾ ਕਰਨ ਲਈ, ਤੁਸੀਂ ਆਮ "ਬੁਲਗਾਰੀ" ਦੀ ਵਰਤੋਂ ਕਰ ਸਕਦੇ ਹੋ.
ਵਿਹਾਰਕ ਸਿਫਾਰਸ਼ਾਂ
ਇਹ ਨੋਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਕਿ "ਟਰਬੋ" ਸਰਕਲ, ਅਤੇ ਟਰਬੋ-ਖੰਡ ਨਾਲੋਂ ਸਮੱਗਰੀ ਦਾ 1m2 ਵਧੇਰੇ ਮਹਿੰਗਾ ਹੈ, ਅਤੇ ਟਰਬੋ-ਖੰਡ ਹਿੱਸੇ ਨਾਲੋਂ ਵਧੇਰੇ ਮਹਿੰਗਾ ਹੈ.ਨਵਾਂ ਕੱਟਣ ਵਾਲਾ ਚੱਕਰ ਸਭ ਤੋਂ ਪਹਿਲਾਂ ਆਪਣੇ ਆਪ ਤੋਂ ਕੱਪੜੇ ਵਾਲੇ ਕੇਸਿੰਗ ਚੱਕਰ ਨਾਲ "ਬੁਲਗਿੰਗ" ਫੜਦੇ ਹੋਏ 5 ਮਿੰਟ ਮਰੋੜਨਾ ਨਿਸ਼ਚਤ ਰੂਪ ਵਿੱਚ ਮਰਨਾ ਹੈ. ਤੱਥ ਇਹ ਹੈ ਕਿ ਜਦੋਂ ਚੱਕਰ ਲਗਾਉਣ ਵਾਲੇ ਕੇਸ ਵਿੱਚ ਲਿਜਾਣਾ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਮਾਈਕਰੋਸਕੋਪਿਕ ਕਰੈਕ ਕਈ ਵਾਰ ਬਣਦੇ ਹਨ, ਜੋ ਚੱਕਰ ਦੇ ਵਿਨਾਸ਼ ਨੂੰ ਲੈ ਸਕਦੇ ਹਨ.
ਚੱਕਰ ਕੱਟਣ ਨਾਲ, ਚੱਕਰ ਦੇ ਕੱਟਣ ਨਾਲ, ਕੱਟਣ ਨੂੰ ਕੱਟਣਾ, ਲਗਭਗ 10 ਸਕਿੰਟਾਂ ਲਈ ਸਮੱਗਰੀ ਨੂੰ ਉੱਪਰ ਉਠਾਉਣਾ, ਅਤੇ ਫਿਰ ਘੱਟ ਫੀਡ ਨਾਲ ਕੰਮ ਕਰਨਾ ਜਾਰੀ ਰੱਖੋ.
ਜਦੋਂ ਇਕ ਸਰਬੋਤਮ "ਟਰਬੋ" ਨੇ ਪੁਨਰ-ਸੰਸਥਾਵਾਂ ਨੂੰ ਕੱਟਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿਚ ਧਾਤ-ਮਜ਼ਬੂਤੀ 'ਤੇ ਧਾਤ-ਧਾਰੀ' ਤੇ ਲਗਭਗ 30-50% ਘਟਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ.
ਹੀਰੇ ਹਿੱਸਿਆਂ ਦੇ ਪੂਰਨ ਪਹਿਨਣ ਤੋਂ ਬਾਅਦ, ਖੰਡ ਦੇ ਚੱਕਰ ਦਾ ਕੇਸ ਨਾ ਸੁੱਟੋ. ਸਪਲਿਟਸਟੋਨ ਫਰਮ ਉਸ ਨੂੰ ਨਵੇਂ ਡਾਇਮੰਡਿਕ ਹਿੱਸਿਆਂ ਤੇ ਹਮਲਾ ਕਰਦਾ ਹੈ, ਜੋ ਤੁਹਾਨੂੰ ਨਵੇਂ ਚੱਕਰ ਦੀ ਲਗਭਗ 20% ਖਰਚੇ ਦੀ ਬਚਤ ਕਰਨ ਦੇਵੇਗਾ.
ਤਾਜ ਦੇ ਚੱਕਰ ਦੇ ਨਾਲ ਕੱਟਣ ਵਾਲੇ of ੰਗਾਂ
| ਵਿਆਸ ਡੀ, ਮਿਲੀਮੀਟਰ | ਰੰਗ ਦਾ ਚੱਕਰ | ਰੋਟੇਸ਼ਨ ਬਾਰੰਬਾਰਤਾ, ਆਰਪੀਐਮ | ਕੱਟ ਡੂੰਘਾਈ, ਅਧਿਕਤਮ., ਐਮ.ਐਮ. | ਫੀਡ, ਐਮ / ਮਿੰਟ | ਲੋੜੀਂਦੀ ਪਾਵਰ, ਕੇਡਬਲਯੂ | ਪਾਣੀ ਦੀ ਖਪਤ, ਐਲ / ਮਿੰਟ |
|---|---|---|---|---|---|---|
| 110. | ਪੀਲਾ | 7000-10000 | ਪੰਦਰਾਂ | 0.4. | 1.2-1.4 | 5-10. |
| ਹਰਾ | 4200-6000 | 0,3. | ||||
| 115. | ਪੀਲਾ | 7000-10000 | 0.4. | 1.4-1.6 | ||
| ਹਰਾ | 4200-6000 | 0,3. | ||||
| 150. | ਪੀਲਾ | 5000-7600. | ਵੀਹ | 0.4. | 1.8-2.0 | |
| ਹਰਾ | 3200-4500 | 0,3. | ||||
| 180. | ਪੀਲਾ | 4200-6300 | 40. | 0,6 | 2.0-2.2 | |
| ਹਰਾ | 2600-3700 | ਤੀਹ | 0.4. | |||
| 250. | ਪੀਲਾ | 3000-4600 | 65. | 0,6 | 2.2-2.4 | 10-15 |
| ਹਰਾ | 2000-2700. | ਪੰਜਾਹ | 0.4. | |||
| 300. | ਪੀਲਾ | 2250-3800. | 65. | 0.8-1.0 | 2.4-26 | 12-17 |
| ਹਰਾ | 1600-2200. | ਪੰਜਾਹ | 0.5-0.7 | |||
| 350. | ਪੀਲਾ | 2200-3300. | 80. | 0.8-1.0 | ||
| ਹਰਾ | 1400-2000. | 60. | 0.5-0.7 | |||
| 400. | ਪੀਲਾ | 2000-2900 | 80. | 0.8-1.0 | 2.6-2.8. | 20-25 |
| ਹਰਾ | 1200-1700. | 60. | 0.5-0.7 |
ਚੱਕਰ "ਟਰਬੋ" ਇਸ ਵਿੱਚ ਸੁਵਿਧਾਜਨਕ .ੰਗ ਨਾਲ ਤੁਸੀਂ ਉਨ੍ਹਾਂ ਨੂੰ "ਬੁਲਗਾਰੀ" ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਕੱਟ ਸਕਦੇ ਹੋ.
ਹੀਰੇ-ਖਾਲੀ ਪਰਤ ਦੀ ਸਾਈਡ ਸਤਹ ਵਿਚ ਸਮੱਗਰੀ ਦੇ ਨਾਲ ਸੰਪਰਕ ਖੇਤਰ ਨੂੰ ਘਟਾਉਣ ਲਈ, ਇਕਸਾਰ ਗਰੇਵਲੇ ਹੁੰਦੇ ਹਨ, ਅਤੇ ਇਹ ਲਹਿਰ ਵਰਗਾ ਹੁੰਦਾ ਹੈ. ਹੁਣ ਇਹ ਸਿਰਫ ਲਹਿਰਾਂ ਦੇ ਸਿਖਰ ਤੇ ਲਹਿਰਾਂ ਅਤੇ ਹਵਾ ਦੇ ਸਿਖਰ ਤੇ ਹੀ ਛੂਹਿਆ ਜਾਂਦਾ ਹੈ, ਜੋ ਕਿ ਝਿੜਕਿਆ ਜਾਂਦਾ ਹੈ, ਚੰਗੀ ਕੂਲਿੰਗ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ. ਇਸ ਸਥਿਤੀ ਵਿੱਚ ਪਾਣੀ ਨਾਲ ਜ਼ਬਰਦਸਤੀ ਠੰ .ੇ ਹੋਣ ਦੀ ਜ਼ਰੂਰਤ ਨਹੀਂ ਹੈ.
ਅਜਿਹੇ ਸਰਕਲਾਂ ਤਿੰਨ ਕਿਸਮਾਂ ਦੇ ਬੰਡਲ ਦੇ ਨਾਲ ਤਿਆਰ ਕੀਤੇ ਜਾਂਦੇ ਹਨ (ਕਾਂਸੀ ਦੇ ਅਧਾਰ ਤੇ, ਕਾਂਸੀ ਦੇ ਜੋੜ ਦੇ ਅਧਾਰ ਤੇ, ਕਾਂਸੀ ਦੇ ਜੋੜ ਦੇ ਨਾਲ ਅਧਾਰਿਤ), ਇਸ ਲਈ ਰੰਗ, ਨੀਲੇ ਅਤੇ ਹਰੇ ਦੇ ਅਧਾਰ ਤੇ ਕੋਬਾਲਟ ਦੇ ਅਧਾਰ ਤੇ. ਪੀਲੇ ਸਰਕਲ ਸੰਗਮਰਮਰ, ਵਸਰੇਵਿਕ ਅਤੇ ਟਾਈਲ, ਡ੍ਰਾਇਬ ਟਾਇਲਾਂ, ਚੁਕੰਦਰ ਟਾਇਲਾਂ, ਸਲੇਟ ਇੱਟਾਂ, ਸਲੇਟ, ਠੋਸ ਇੱਟ, ਠੋਸ "ਕੰਕਰੀਟ, ਚੱਕਰ ਕੱਟਣ ਲਈ ਤਿਆਰ ਕੀਤੇ ਗਏ ਹਨ ਹਰੇ ਰੰਗ ਦਾ- ਠੋਸ ਸਮੱਗਰੀ ਲਈ: ਗ੍ਰੇਨਾਈਟ, "ਭਾਰੀ" ਕੰਕਰੀਟ ਅਤੇ ਠੋਸ ਫਿਲਰ ਨਾਲ ਕੰਕਰੀਟ.
ਉਨ੍ਹਾਂ ਦਾ ਵਿਆਸ 300 ਮਿਲੀਮੀਟਰ ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੁੰਦਾ, ਅਤੇ ਸਭ ਤੋਂ ਵੱਧ ਚੈਸੀ ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੁੰਦਾ - 230 ਮਿਲੀਮੀਟਰ, ਜੋ ਕਿ ਸਟੈਂਡਰਡ ਬੁਲਜਾਰੀ ਕੇਸਿੰਗ ਦੇ ਅਕਾਰ ਦੁਆਰਾ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ. ਜੇ ਇਹ ਇਸ ਦੀ ਸ਼ਕਤੀ ਦੀ ਆਗਿਆ ਦਿੰਦਾ ਹੈ, ਕਈ ਵਾਰ ਇਹ ਕਿਸੇ ਘੁਟਾਲੇ ਤੇ ਜਾਂ ਬਿਨਾਂ ਕਿਸੇ ਚੱਕਰ ਦੇ ਵਿਆਸ ਦੇ ਵਿਆਸ ਨੂੰ 254 ਮਿਲੀਭਉਜ ਕਰਨ ਲਈ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ.
ਟਰਬੋ ਚੱਕਰ ਦੇ ਨਾਲ ਕੱਟਣ ਵਾਲੇ of ੰਗਾਂ
| ਵਿਆਸ ਡੀ, ਮਿਲੀਮੀਟਰ | ਰੰਗ ਦਾ ਚੱਕਰ | ਰੋਟੇਸ਼ਨ ਬਾਰੰਬਾਰਤਾ, ਆਰਪੀਐਮ | ਕੱਟੀ ਡੂੰਘਾਈ, ਅਧਿਕਤਮ. / ਡ੍ਰੀਮ ਸਰਕਲ, ਐਮ.ਐਮ. | ਫੀਡ, ਐਮ / ਮਿੰਟ | ਲੋੜੀਂਦੀ ਪਾਵਰ, ਕੇਡਬਲਯੂ |
|---|---|---|---|---|---|
| 110. | ਪੀਲਾ | 9000-14000 | 15/15 | 0,2 | 0,6 |
| ਨੀਲਾ | |||||
| ਹਰਾ | |||||
| 115. | ਪੀਲਾ | 9000-14000 | |||
| ਨੀਲਾ | |||||
| ਹਰਾ | |||||
| 125. | ਪੀਲਾ | 8000-1200. | 1.0 | ||
| ਨੀਲਾ | |||||
| ਹਰਾ | |||||
| 150. | ਪੀਲਾ | 7000-10000 | 20/20 | 1,2 | |
| ਨੀਲਾ | |||||
| ਹਰਾ | |||||
| 180. | ਪੀਲਾ | 6000-8000 | 40/25 | 0,3. | 1,6 |
| ਨੀਲਾ | |||||
| ਹਰਾ | |||||
| 230. | ਪੀਲਾ | 5000-7000 | 60/30 | 2.0 | |
| ਨੀਲਾ | |||||
| ਹਰਾ | |||||
| 254. | ਪੀਲਾ | 4600-6500 | 65/30 | 0.4. | 2,2 |
| ਨੀਲਾ | |||||
| ਹਰਾ | |||||
| 300. | ਪੀਲਾ | 3800-5000 | 80/30 | 2.6 | |
| ਨੀਲਾ | |||||
| ਹਰਾ |
ਖੰਡ ਚੱਕਰ ਇਸ ਤੱਥ ਦੇ ਕਾਰਨ ਵਧੇਰੇ ਪ੍ਰਦਰਸ਼ਨ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਦੀ ਆਗਿਆ ਹੈ ਕਿ ਸਮੱਗਰੀ ਦੇ ਕੱਟੇ ਟੁਕੜੇ ਖੰਡਾਂ ਦੇ ਵਿਚਕਾਰਲੇ ਖੰਭਾਂ ਵਿੱਚ ਪੈ ਜਾਂਦੇ ਹਨ ਅਤੇ ਉਸੇ ਤਰ੍ਹਾਂ ਹਟਾਏ ਜਾਂਦੇ ਹਨ ਜਦੋਂ ਡਿਸਕ ਨਾਲ ਦਿਖਾਈ ਜਾਂਦੀ ਹੈ, ਕੱਟਣ ਵਿੱਚ ਕਟੌਤੀ ਦੇ ਬਾਅਦ. ਅਜਿਹੇ ਚੱਕਰ ਦਾ ਵਿਆਸ ਵੱਡਾ ਹੋ ਸਕਦਾ ਹੈ, ਕਿਉਂਕਿ ਹਿੱਸੇ ਵੱਖਰੇ ਤੌਰ ਤੇ ਕੀਤੇ ਜਾਂਦੇ ਹਨ, ਅਤੇ ਫਿਰ ਚਾਂਦੀ ਦੇ ਸ਼ਰੀਰ ਜਾਂ ਲੇਜ਼ਰ ਵੈਲਡਿੰਗ ਨਾਲ ਵੈਲਡ ਨਾਲ ਸਲਾਈਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ. ਉਨ੍ਹਾਂ ਸਾਰਿਆਂ ਸਾਰਿਆਂ ਨੂੰ ਪਾਣੀ ਨਾਲ ਠੰ ing ਾ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਇੱਕ ਵੱਡੀ ਲੋੜੀਂਦੀ ਸ਼ਕਤੀ ਵਿਸ਼ੇਸ਼ ਮਹਿੰਗੀ ਕੱਟਣ ਵਾਲੀਆਂ ਮਸ਼ੀਨਾਂ ਦੀ ਵਰਤੋਂ ਲਈ ਮਜਬੂਰ ਕਰਦੀ ਹੈ, ਜਿਸਦਾ ਜ਼ਿਕਰ 168 ਵਿੱਚ "ਨਿ Doection ਕਲੋਵੇ (9) ਦੀ ਰਿਪੋਰਟ ਵਿੱਚ ਦੱਸਿਆ ਗਿਆ ਸੀ.
ਬੰਡਲ ਕਿਸਮ ਦੀ ਚੋਣ ਅਤੇ ਲੇਜ਼ਰ ਵੈਲਡਿੰਗ ਦੇ ਨਾਲ, ਸੁੱਕੀ ਕੱਟਣ ਵਾਲੀ ਕੰਕਰੀਟ ਅਤੇ ਇੱਟਾਂ ਲਈ 254 ਮਿਲੀਮੀਟਰ ਦੇ ਵਿਆਸ ਦੇ ਨਾਲ ਖੰਡ ਚੱਕਰ ਬਣਾਉਣਾ ਸੰਭਵ ਹੈ, ਜੋ ਕਿ "ਬੁਲਗਿੰਗ" ਦੀ ਵਰਤੋਂ ਦੀ ਆਗਿਆ ਹੈ.
ਸਿਫਾਰਸ਼ੀ ਕੱਟਣ ਦੇ es ੰਗਾਂ ਦੇ ਹਿੱਸੇ ਦੇ ਚੱਕਰ
| ਵਿਆਸ ਡੀ, ਮਿਲੀਮੀਟਰ | ਕੱਟੇ ਹੋਏ ਪਦਾਰਥ | ਰੋਟੇਸ਼ਨ ਬਾਰੰਬਾਰਤਾ, ਆਰਪੀਐਮ | ਕੱਟੀ ਡੂੰਘਾਈ, ਅਧਿਕਤਮ. / ਡ੍ਰੀਮ ਸਰਕਲ, ਐਮ.ਐਮ. | ਫੀਡ, ਐਮ / ਮਿੰਟ | ਲੋੜੀਂਦੀ ਪਾਵਰ, ਕੇਡਬਲਯੂ | ਪਾਣੀ ਦੀ ਖਪਤ, ਐਲ / ਮਿੰਟ |
|---|---|---|---|---|---|---|
| 230. | ਸੰਗਮਰਮਰ | 5200-4800 | 60/30 | 0.1-2.0 | 1.8-2.0 | 8-12. |
| ਗ੍ਰੇਨਾਈਟ | 2200-3300. | 50/25 | 0.3-1.0 | |||
| ਕੰਕਰੀਟ | 3000-4800 | 50/25 | 2.0-10.0 | 5-8 | ||
| ਡਬਲਯੂ / ਕੰਕਰੀਟ | 2000-3200 | 50/20 | 1.5-8.0 | |||
| 254. | ਸੰਗਮਰਮਰ | 4500-4000 | 80/35 | 0.1-2.0 | 2,0-2.4 | 8-12. |
| ਗ੍ਰੇਨਾਈਟ | 1900-2800. | 60/30 | 0.3-1.0 | |||
| ਕੰਕਰੀਟ | 2500-4200. | 70/30 | 2.0-10.0 | 5-8 | ||
| ਡਬਲਯੂ / ਕੰਕਰੀਟ | 1600-2800. | 70/25 | 1.5-8.0 | |||
| 300. | ਸੰਗਮਰਮਰ | 3200-3800 | 100/40 | 0.1-2.0 | 2.4-3.5 | 10-15 |
| ਗ੍ਰੇਨਾਈਟ | 1600-2300. | 80/40. | 0.3-1.0 | |||
| ਕੰਕਰੀਟ | 2000-3800. | 90/40 | 2.0-10.0 | 8-10. | ||
| ਡਬਲਯੂ / ਕੰਕਰੀਟ | 1200-2400. | 90/30 | 1.5-8.0 | |||
| 350. | ਸੰਗਮਰਮਰ | 2700-3300 | 100/40 | 0.1-2.0 | 3.0-4.5 | 10-15 |
| ਗ੍ਰੇਨਾਈਟ | 1400-2000. | 80/40. | 0.3-1.0 | |||
| ਕੰਕਰੀਟ | 1650-3300. | 90/40 | 2.0-10.0 | 8-10. | ||
| ਡਬਲਯੂ / ਕੰਕਰੀਟ | 1000-1600 | 90/35 | 1.5-8.0 | |||
| 400. | ਸੰਗਮਰਮਰ | 1650-3300. | 140/40 | 0.1-2.0 | 4.5-6.0 | 15-20. |
| ਗ੍ਰੇਨਾਈਟ | 1200-1700. | 100/40 | 0.3-1.0 | |||
| ਕੰਕਰੀਟ | 1400-2900. | 100/40 | 2.0-10.0 | 10-15 | ||
| ਡਬਲਯੂ / ਕੰਕਰੀਟ | 800-1200 | 90/35 | 1.5-8.0 |
ਵਿਚ ਟਰਬੋ ਖੁਰਮੇ ਵਾਲੇ ਚੱਕਰ ਡਾਇਮੰਡਿਕ ਪਰਤ ਦੀ ਲਹਿਰ ਵਰਗੀ ਸਾਈਡ ਸਤਹ ਦੇ ਨਾਲ ਹਿੱਸੇ ਵੈਲਡ ਨਾਲ ਚੱਕਰ ਦੇ ਸਰੀਰ ਨਾਲ ਲੇਜ਼ਰ ਨਾਲ ਵੈਲਡ ਕੀਤੇ ਜਾਂਦੇ ਹਨ. ਵਚ ਕ੍ਰੋਚ ਨੇ ਹਿੱਸੇ ਚੱਕਰ ਅਤੇ ਟਰਬੋ ਚੱਕਰ ਦੀ ਸਭ ਤੋਂ ਉੱਤਮ ਸੰਪਤੀਆਂ ਨੂੰ ਜੋੜਿਆ: ਉਹ ਖੁਸ਼ਕ ਕੱਟਣ ਵਾਲੇ ਉੱਚ ਪ੍ਰਦਰਸ਼ਨ ਪ੍ਰਦਾਨ ਕਰਦੇ ਹਨ.
ਫਰਮ "ਸਪਲਿਟਸਟੋਨ" ਇਹ ਇਕ ਵਿਸ਼ੇਸ਼ ਤੌਰ 'ਤੇ ਵਿਕਸਤ ਤਕਨੀਕ ਦੀ ਸਹਾਇਤਾ ਨਾਲ ਹੀਰੇ ਦੇ ਚੱਕਰ ਦੀ ਪ੍ਰਭਾਵਸ਼ੀਲਤਾ ਦਾ ਮੁਲਾਂਕਣ ਕਰਦਾ ਹੈ. ਵਰਤੋਂ ਨੂੰ 1M2 ਵਿਚ ਸਮੱਗਰੀ ਦੇ ਕੱਟੇ ਹੋਏ ਕਰਾਸ ਸੈਕਸ਼ਨ ਦੇ ਕੁੱਲ ਖੇਤਰ ਦੇ ਕੁੱਲ ਖੇਤਰ ਦੇ ਕੁੱਲ ਖੇਤਰ ਦੇ ਕੁੱਲ ਖੇਤਰ ਦੇ ਕੁੱਲ ਖੇਤਰ ਦੇ ਕੁੱਲ ਖੇਤਰ ਦੇ ਕੁੱਲ ਖੇਤਰ ਦੇ ਰੂਪ ਵਿੱਚ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਚੱਕਰ ਦੀ ਗੁਣਵਤਾ ਦੇ ਤਿੰਨ ਡਿਗਰੀ (ਅਸਪਸ਼ਟ) ਦੇ ਕਰ ਸਕਦੇ ਹੋ ਪਰਿਭਾਸ਼ਤ ਕੀਤਾ ਜਾ - ਸਟੈਂਡਰਡ ਸਿਲਵਰ, ਪ੍ਰੀਮੀਅਮ ਗੋਲਡ ਅਤੇ ਪੇਸ਼ੇਵਰ ਪਲੈਟੀਨਮ. ਚੱਕਰ ਦੀ ਗੁਣਵੱਤਾ ਦੀ ਗੁਣਵੱਤਾ ਦੀ ਗੁਣਵੱਤਾ, ਇਸਦੇ ਸਰੋਤ ਉੱਚੇ ਗੁਣਾਂ ਤੋਂ ਵੱਧ ਹੈ, ਪਰ ਨਿਰਭਰਤਾ ਇਸ ਤਰ੍ਹਾਂ ਹੈ ਕਿ ਵੱਡੀ ਕੁਆਲਟੀ ਦੇ ਚੱਕਰ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨਾ ਵਧੇਰੇ ਲਾਭਕਾਰੀ ਹੁੰਦਾ ਹੈ.
ਬਾਹਰੀ ਤੌਰ ਤੇ ਉਸੇ ਕਿਸਮ ਦੇ ਚੱਕਰ ਅਤੇ ਇਕ ਬੰਡਲ ਨਾਲ ਵੱਖਰਾ ਕਰਨਾ ਸੰਭਵ ਹੈ, ਪਰ ਅਲੱਗ ਅਲਿਟੀ ਦੀ ਇਕ ਉੱਚ ਡਿਗਰੀ ਦੇ ਨਾਲ ਸੰਬੰਧਿਤ ਹੈ, ਨੀਲੇ (ਪ੍ਰੀਮੀਅਮ ਗੋਲਡ) ਅਤੇ ਗੂੜਾ ਨੀਲਾ (ਪੇਸ਼ੇਵਰ ਪਲੈਟੀਨਮ).
ਨਵੇਂ ਡਿਜ਼ਾਈਨ ਦੇ ਹਰੇਕ ਕੱਟਣ ਵਾਲੇ ਚੱਕਰ ਨੂੰ ਕੱਟਣ, ਸਰੋਤ ਅਤੇ ਪ੍ਰਦਰਸ਼ਨ mode ੰਗ ਅਤੇ ਵਿਕਰੀ ਲਈ ਤਿਆਰ ਕੀਤਾ ਗਿਆ ਹੈ, ਵਿਕਰੀ ਲਈ ਤਿਆਰ ਕੀਤਾ ਗਿਆ ਹੈ. ਪਰ ਕਿਸੇ ਵੀ ਸਥਿਤੀ ਵਿੱਚ, ਵਰਤੋਂ ਸੰਬੰਧੀ ਨਿਰਦੇਸ਼ਾਂ ਨੂੰ ਹੀਰਾ ਕੱਟਣ ਵਾਲੇ ਚੱਕਰ ਵਿੱਚ ਬਣਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਜਿਸ ਨੂੰ ਧਿਆਨ ਨਾਲ ਸਿੱਖਿਆ ਚਾਹੀਦਾ ਹੈ ਤਾਂ ਕਿ ਇੱਕ ਹਾਈ-ਸਪੀਡ ਟੂਲ ਦੇ ਕੰਮ ਦੌਰਾਨ ਸੱਟ ਨਾ ਪਵੇ.
ਸਪਲਿਟਸਟੋਨ ਦੇ ਮੁਲਾਂਕਣ ਦੇ ਅਨੁਸਾਰ ਟਰਬੋ ਡਾਇਮੰਡ ਦੇ ਚੱਕਰ ਦੀ ਪ੍ਰਭਾਵਸ਼ੀਲਤਾ
| ਵਿਆਸ ਦਾ ਕਰੌਡ ਪਰਤ ਉਚਾਈ ਚੌੜਾਈ ਪਰਤਾਂ, ਐਮ.ਐਮ. | ਸਰੋਤ VM2 / ਲਾਗਤ 1M2 ਕੱਟ, $ | |||||
| ਸੰਗਮਰਮਰ | ਗ੍ਰੇਨਾਈਟ | ਕੰਕਰੀਟ | ||||
| ਸਟੈਂਡਰਡ ਸਿਲਵਰ | ||||||
|---|---|---|---|---|---|---|
| 1102,26.0 | 10 | $ 2,2 | 2. | $ 3.0 | 3. | $ 4.0 |
| 1152,48.0 | 12 | 3. | 3. | |||
| 1252,28.0 | 17. | 3. | ਚਾਰ | |||
| 1502,68.0 | ਵੀਹ | ਚਾਰ | ਚਾਰ | |||
| 1802,68,5 | 23. | ਚਾਰ | ਪੰਜ | |||
| 2302,68,5 | 28. | 6. | 6. | |||
| 2542,68,5 | 35. | 6. | 6. | |||
| ਪ੍ਰੀਮੀਅਮ ਸੋਨੇ ਦੀ ਗੁਣਵੱਤਾ | ||||||
| 1102,26.0 | ਚੌਦਾਂ | $ 1,8. | 3. | $ 2,4. | ਚਾਰ | $ 3.5 |
| 1152,48.0 | ਅਠਾਰਾਂ | ਚਾਰ | ਪੰਜ | |||
| 1252,28.0 | ਵੀਹ | ਚਾਰ | ਪੰਜ | |||
| 1502,68.0 | 23. | ਪੰਜ | 7. | |||
| 1802,68,5 | 27. | ਪੰਜ | ਅੱਠ | |||
| 2302,68,5 | 35. | 7. | 10 | |||
| 2542,68,5 | 42. | ਅੱਠ | ਗਿਆਰਾਂ | |||
| ਗੁਣਵੱਤਾ ਵਾਲਾ ਪੇਸ਼ੇਵਰ ਪਲੈਟਿਨਮ | ||||||
| 1102,26.0 | ਵੀਹ | $ 1.0 | ਚਾਰ | $ 2,1 | 6.5 | $ 2.9 |
| 1152,48.0 | 23. | ਪੰਜ | 7. | |||
| 1252,28.0 | 24. | 5.5 | ਅੱਠ | |||
| 1502,68.0 | 29. | 6. | ਨੌਂ | |||
| 1802,68,5 | 35. | ਅੱਠ | 10 | |||
| 2302,68,5 | 45. | 10 | 13 | |||
| 2542,68,5 | ਪੰਜਾਹ | 11.5. | ਪੰਦਰਾਂ |
ਰਿਪੋਰਟ ਜੀਸਟ 9206-80 (ED.1987) ਤੋਂ ਸ਼ਰਤਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ, ਗੋਸਟ 10110-87 (ਲਾਲ .1998) ਅਤੇ ਗੋਸਟ 16115-88 (ED.1998)
ਰਿਪੋਰਟ ਦੀ ਤਿਆਰੀ ਵਿੱਚ ਸਹਾਇਤਾ ਲਈ ਸੰਪਾਦਕ ਕੰਪਨੀ "ਸਪਲਿਟਸਟੋਨ" ਦੇ ਸ਼ੁਕਰਗੁਜ਼ਾਰ ਹਨ