
Cerc de tăiere cu diamante: Reguli de selecție, tipuri de cercuri, moduri de tăiere recomandate, eficiența cercurilor turbo.



(SCHOP pentru rezistența la praf sau fără ea) face posibilă utilizarea unui cerc de tăiere cu un diametru de 254 mm





Maximum maxim, dar fără protecție este ineficientă. Odată cu coincidența acestor zone, opusul este
Uneori este nevoie să tăiați o bucată de țeavă de azbest-ciment, cărămizi, plăci, granit sau plăci de marmură, parte a unității de beton armat sau a unui bloc de piatră - în general, material de construcție solid. Și întrerupeți exact, menținând o anumită dimensiune. Este posibil să rezolvăm o astfel de problemă cu ajutorul unui cerc de tăiere cu diamante, instalat pe o mașină de tăiat sau o mașină de tăiat portabilă și, cel mai adesea, pe o mașină de măcinare a colțului, numită de obicei bulgară.
Diamond este un tip de carbon pur și cel mai greu material de pe Pământ, dar când este încălzit peste 800, se transformă ireversibil într-un grafit destul de moale. Prin cercul lor de diamante, aproape orice material poate fi tăiat, în timp ce este necesar să limiteze strict temperatura cercului. Din acest motiv, un cerc de diamante nu este utilizat pentru tăierea metalelor, preferând cercul abraziv.
Diamantele sunt aplicate la cazul de oțel al cercului în diferite moduri. Cel mai frecvent este cel în care mii de cristale tehnice (artificiale sau naturale) în dimensiune de la 0,2 până la0,8 mm sunt amestecate cu particule chiar mai mici de metale. În fabricarea unui cerc de diamant, de exemplu, tipul de "coroană" în jurul perimetrului unui disc din oțel subțire, cu o gaură în centrul acestui amestec, sunt apăsate un inel de diamester, înălțime și grosimi. În fabricarea unui cerc de tăiere cu diamant cu o margine internă de tăiere, același inel este presat în jurul orificiului central al carcasei. Sinterizarea ulterioară a particulelor metalice duce la formarea unui cadru de liant, care joacă rolul de jantă pentru fixarea durabilă a diamantelor. Cercul de tăiere cu stratul diamant în jurul perimetrului este instalat de orificiul central de plantare de pe arborele de antrenare al mașinii de tăiat, mașina de tăiat, "bulgară".
Reguli de bază pentru alegerea unui cerc de tăiere cu diamante
Diametrul cercului D este mai bine să se ia maximul pentru puterea "bulgară" utilizată, dar nu mai mare de 254 mm, altfel va fi dificil să funcționeze din cauza unui cuplu mare, mai ales la pornirea instrumentului.Cea mai înaltă tăiere fără chipsuri va oferi un cerc de "coroană" montat pe o mașină de tăiat atunci când se utilizează răcire.
Pentru tăierea materialelor naturale (marmură, granit, gabbro, cuarțită) cu o margine intermitentă, este mai bine să alegeți caneluri înguste între segmente pentru a exclude un sunet ascuțit, neplăcut și cu o tăiere a betonului, canelurile mai largi sunt adecvate pentru a crește productivitate.
Când diametrul roții de tăiere al cercului de tăiere este mai mare decât diametrul arborelui bulgar, utilizați inelul de tranziție (poate fi achiziționat, de exemplu, pe compania "Splitstone"). Urmăriți că nu interferează cu fixarea fiabilă a cercului.
Varietatea cercurilor de tăiere cu diamante este utilizată pentru tăiere fără răcire sau cu răcire forțată cu apă. Un pachet de cerc este selectat în funcție de compoziție foarte atent, deoarece nu ar trebui să fixeze doar fiabil diamantele, ci și să reziste la o temperatură ridicată și o sarcină mecanică semnificativă.
Cercurile de tăiere cu diamante oferă mai multe duzini de firme pe piața rusă, de exemplu, bordul diamantului belgian, diamant italian-d, german Dronco și Bosch, Hilti de la Liechtenstein, Bulgaria Sparky, Ukr-Diamant ", numeroase producători chinezi, de asemenea Ca firme interne, printre care este "Splitstone" din Moscova și lângă Moscova Tomal. Este demn de remarcat faptul că societatea indicată pe etichetă nu este neapărat producătorul său. Doar producătorii de mașini de rectificare unghiulară, mașini de tăiat și mașini de tăiat oferă cercuri de decuplare sub marca lor. Dar, în orice caz, pe carcasa cercului sau pe ambalajul său, materialul trebuie indicat, pentru tăierea căreia este proiectată cercul sau corpul cercului este vopsit în funcție de tipul de pachet sau lipiți eticheta aceeasi culoare.
Principalele tipuri de cercuri de tăiere cu diamante
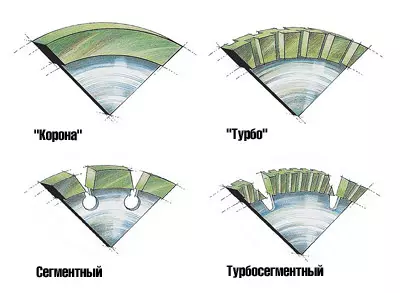
| Suprafața laterală | Ultima generație | |
|---|---|---|
| Solid | Intermitent | |
| Apartament | "Coroană" | Segment |
| În formă de valuri | "Turbo" | Turbo segmentată |
Cercul de tăiere cu diamante distinge forma marginii de tăiere și forma suprafeței laterale a stratului diamant. Marginea de tăiere a stratului diamant determină performanța procesului și este un solid sau intermitent, format de segmentele cercului. Suprafața laterală a stratului diamant afectează eliberarea de căldură în timpul tăierii și este plat sau asemănător valului. Diferitele combinații ale formei marginii de tăiere cu forma suprafeței laterale ale stratului diamant au condus la crearea a patru tipuri principale de cercuri de tăiere cu diamante. Aceste patru tipuri de cercuri sunt menționate după cum urmează: "coroana" (cu un strat de diamant solid solid), "Turbo" (cu un strat de diamant solid), segment (segmente plate asemănătoare Saberului) și turbogene (cu diamant - ca segmente asemănătoare valurilor). Circlele de tăiere cu marginea intermitentă de tăiere seamănă foarte mult cu ferăstraie cu discuri cu o formă ciudată de dinți. Pentru majoritatea cercurilor, se folosește pulberea de diamant a companiei sud-africane.
Cercurile "coroana" oferă cel mai mic consum de material și felie cu margini netede, dar o suprafață mare de contact a stratului diamant solid plat cu materialul duce la alocarea unei cantități semnificative de căldură. Această cantitate depinde de modurile de tăiere de rotație și de mișcarea cercului (feed). Acesta este motivul pentru care răcirea forțată a cercurilor cu apă este aproape întotdeauna utilizată, a cărui consum necesară depinde de diametrul D al cercului.
Acest raport utilizează date despre cercurile de diamante și modurile de tăiere acumulate de Splitstone ca rezultat al unui număr mare de experimente.
Trebuie remarcat faptul că, cu o scădere a valorilor modurilor de tăiere, comparativ cu datele specificate în tabele, cercul de diamant este utilizat irațional și cu o creștere a creșterii încălzirii sale.
Cercuri "coroană" Acestea sunt produse cu două tipuri de pachete (pe baza bronzului și cobaltului, cu sediul cu adăugarea de bronz), astfel încât acestea sunt vopsite în două culori, galben și verde, respectiv. Roțile galbene sunt proiectate pentru tăierea materialelor mai moi: marmură, tencuială, gips-carton, gresie, pietre ceramice și pietre semiprețioase și cercuri de culoare verde pentru materiale solide: granit, cuarțit, labradorite, pietre naturale, siliciu. Coroana Diametrului D "Crown" nu depășește 400 mm.
Decuparea aproape a tuturor cercurilor "coroana" trebuie să fie produsă pe o mașină de tăiat, oferind o alimentare constantă de apă. Dar, recent, au apărut cercuri ale diametrului "coroanei" de până la 230 mm pentru tăierea uscată a plăcilor ceramice. Pentru a face acest lucru, puteți folosi "bulgară" obișnuită.
Recomandări practice
Trebuie remarcat faptul că tăierea 1M2 a materialului este mai scumpă decât cercul "turbo", iar segmentul turbo este mai scump decât segmentul.Noul cerc de tăiere este mai întâi să vă răsuciți aproximativ 5 minute, ținând "bulgară" cu un cerc de carcasă îmbrăcat de la el însuși. Faptul este că atunci când transportul în cazul cercului se formează uneori fisuri microscopice, ceea ce poate duce la distrugerea cercului.
Cu scânteierea intensivă și încălzirea cercului, tăierea tăierii, ridicând cercul de deasupra materialului timp de aproximativ 10 secunde și apoi continuați să lucrați cu un hrană redusă.
Atunci când un cerc "Turbo" pe armarea metalelor în procesul de tăiere a betonului armat trebuie redus cu aproximativ 30-50%.
După uzura completă a segmentelor de diamant, nu aruncați cazul cercului segmentului. Firma Splitstone îi atacă noi segmente diamante, care vă vor permite să economisiți aproximativ 20% din costul unui nou cerc.
Moduri de tăiere recomandate cu cercuri de coroană
| Diametrul d, mm | Cercul de culoare | Frecvența de rotație, rpm | Adâncimea tăiată, max., Mm | Feed, m / min | Puterea necesară, kW | Consumul de apă, L / min |
|---|---|---|---|---|---|---|
| 110 | Galben | 7000-10000. | cincisprezece | 0,4. | 1.2-1.4. | 5-10. |
| Verde | 4200-6000. | 0,3. | ||||
| 115. | Galben | 7000-10000. | 0,4. | 1.4-1.6. | ||
| Verde | 4200-6000. | 0,3. | ||||
| 150. | Galben | 5000-7600. | douăzeci | 0,4. | 1.8-2.0. | |
| Verde | 3200-4500. | 0,3. | ||||
| 180. | Galben | 4200-6300. | 40. | 0,6 | 2.0-2.2. | |
| Verde | 2600-3700. | treizeci | 0,4. | |||
| 250. | Galben | 3000-4600. | 65. | 0,6 | 2.2-2.4. | 10-15. |
| Verde | 2000-2700. | cincizeci | 0,4. | |||
| 300. | Galben | 2250-3800. | 65. | 0.8-1.0. | 2.4-26. | 12-17. |
| Verde | 1600-2200. | cincizeci | 0.5-0.7. | |||
| 350. | Galben | 2200-3300. | 80. | 0.8-1.0. | ||
| Verde | 1400-2000. | 60. | 0.5-0.7. | |||
| 400. | Galben | 2000-2900. | 80. | 0.8-1.0. | 2.6-2.8. | 20-25. |
| Verde | 1200-1700. | 60. | 0.5-0.7. |
Cercuri "turbo" Convenabil în faptul că le puteți tăia folosind "bulgară".
Pentru a reduce zona de contact cu materialul din suprafața laterală a stratului fără diamant, există caneluri înclinate și devine asemănătoare valurilor. Acum este atins doar de vârfurile valurilor, iar aerul capturat de caneluri, oferă o răcire bună. Răcirea forțată cu apă În acest caz nu trebuie să utilizați.
Astfel de cercuri sunt produse cu trei tipuri de pachete (pe baza bronzului, bazate pe bronz cu adăugarea de fier și cobalt sau pe bază de cobalt cu adăugarea de bronz), astfel încât culoarea, trei culori galben, albastru și verde. Circlele galbene sunt proiectate pentru tăierea uscată a marmură, ceramică și plăci, gips-carton, placi de acoperiș, caramida de calcar, arsuri, albastru - pentru materiale de duritate medie: piatră de bord, cărămidă de cărămidă, ardezie, marmură solidă, beton "plămân", cercuri Culoare verde - pentru materiale solide: granit, beton "greu" și beton cu umplutură solidă.
Diametrul lor nu depășește 300 mm, iar cel mai mare șasiu - 230 mm, care este determinat de dimensiunea carcasei bulgare standard. Dacă permite puterea sa, uneori este setat la sau fără o dimensiune a carcasei sau fără ea să aducă diametrul cercului la 254 mm.
Moduri de tăiere recomandate cu cercuri turbo
| Diametrul d, mm | Cercul de culoare | Frecvența de rotație, rpm | Depunerea tăiată, max. / Cerc de vis, mm | Feed, m / min | Puterea necesară, kW |
|---|---|---|---|---|---|
| 110 | Galben | 9000-14000. | 15/15. | 0,2 | 0,6 |
| Albastru | |||||
| Verde | |||||
| 115. | Galben | 9000-14000. | |||
| Albastru | |||||
| Verde | |||||
| 125. | Galben | 8000-1200. | 1.0. | ||
| Albastru | |||||
| Verde | |||||
| 150. | Galben | 7000-10000. | 20/20. | 1,2 | |
| Albastru | |||||
| Verde | |||||
| 180. | Galben | 6000-8000. | 40/25. | 0,3. | 1,6 |
| Albastru | |||||
| Verde | |||||
| 230. | Galben | 5000-7000. | 60/30. | 2.0 | |
| Albastru | |||||
| Verde | |||||
| 254. | Galben | 4600-6500. | 65/30. | 0,4. | 2,2 |
| Albastru | |||||
| Verde | |||||
| 300. | Galben | 3800-5000. | 80/30. | 2.6. | |
| Albastru | |||||
| Verde |
Cercuri de segment Lăsate să obțină o performanță mai mare datorită faptului că fragmentele tăiate ale materialului se încadrează în canelurile dintre segmente și sunt îndepărtate în același mod ca atunci când ferăstrăul discului este tăiat, fără a interfera cu tăierea. Diametrul unui astfel de cerc poate fi mare, deoarece segmentele sunt fabricate separat și apoi lipite la corpul cercului cu lipire de argint sau sudură cu sudură laser. Aproape toate acestea necesită răcire cu apă și o forță mare de putere necesară folosirea unor mașini speciale de tăiere scumpe, menționate în raportul "Noua ușă din revizor" (vezi. IVDN7 (9) în 1998).
Metoda de selecție a tipului de pachet și cu sudură cu laser, este posibilă efectuarea cercurilor de segment cu un diametru de 254 mm pentru betonul de tăiere uscată și cărămidă, ceea ce permite utilizarea "bulgară".
Moduri de tăiere recomandate Cercuri de segment
| Diametrul d, mm | Material tăiat | Frecvența de rotație, rpm | Depunerea tăiată, max. / Cerc de vis, mm | Feed, m / min | Puterea necesară, kW | Consumul de apă, L / min |
|---|---|---|---|---|---|---|
| 230. | Marmură | 5200-4800. | 60/30. | 0.1-2.0. | 1.8-2.0. | 8-12. |
| Granit | 2200-3300. | 50/25. | 0.3-1.0. | |||
| Beton | 3000-4800. | 50/25. | 2.0-10.0. | 5-8. | ||
| W beton. | 2000-3200. | 50/20. | 1.5-8.0 | |||
| 254. | Marmură | 4500-4000. | 80/35. | 0.1-2.0. | 2,0-2.4. | 8-12. |
| Granit | 1900-2800. | 60/30. | 0.3-1.0. | |||
| Beton | 2500-4200. | 70/30. | 2.0-10.0. | 5-8. | ||
| W beton. | 1600-2800. | 70/25. | 1.5-8.0 | |||
| 300. | Marmură | 3200-3800. | 100/40. | 0.1-2.0. | 2.4-3.5. | 10-15. |
| Granit | 1600-2300. | 80/40. | 0.3-1.0. | |||
| Beton | 2000-3800. | 90/40. | 2.0-10.0. | 8-10. | ||
| W beton. | 1200-2400. | 90/30. | 1.5-8.0 | |||
| 350. | Marmură | 2700-3300. | 100/40. | 0.1-2.0. | 3.0-4.5. | 10-15. |
| Granit | 1400-2000. | 80/40. | 0.3-1.0. | |||
| Beton | 1650-3300. | 90/40. | 2.0-10.0. | 8-10. | ||
| W beton. | 1000-1600. | 90/35. | 1.5-8.0 | |||
| 400. | Marmură | 1650-3300. | 140/40. | 0.1-2.0. | 4.5-6.0. | 15-20. |
| Granit | 1200-1700. | 100/40. | 0.3-1.0. | |||
| Beton | 1400-2900. | 100/40. | 2.0-10.0. | 10-15. | ||
| W beton. | 800-1200. | 90/35. | 1.5-8.0 |
ÎN Cercuri segmentate turbo. Segmentele cu o suprafață laterală asemănătoare valului stratului diamant sunt sudate cu sudură laser la corpul cercului. WaoCH CAACH a combinat cele mai bune proprietăți ale cercurilor de segment și a cercurilor turbo: oferă o tăiere uscată de înaltă performanță.
Firmă "Splitstone" Evaluează eficacitatea cercurilor de diamante cu ajutorul unei tehnici special dezvoltate. Utilizarea este determinată de costul tăierii 1M2 a materialului și a resurselor cercului de tăiere ca suprafață totală a secțiunii transversale tăiate a materialului în 1M2 și trei grade de calitate a cercurilor (asparable) poate să fie definită - Silver standard, aur premium și platină profesională. Cu cât este mai mare calitatea calității cercului, cu atât este mai mare resursa și costul, dar dependența este de așa natură încât pentru o mare cantitate de muncă este mai profitabilă să dobândească cercurile de calitate superioară.
Extern distingând cercurile de același tip și cu un pachet, dar este posibilă o calitate diferită de culoarea corpului: un ton mai întunecat corespunde unui grad mai mare de calitate, de exemplu albastru (argint standard), albastru (aur premium) și albastru închis (Platinum profesional).
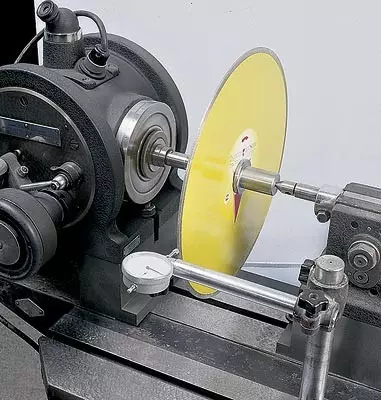
Fiecare cerc de tăiere al noului design este testat pentru a determina valorile reale ale modului de tăiere, resurse și performanță și fiecare roată de tăiere, fabricată pentru vânzare, este controlul pre-vânzare. Dar, în orice caz, trebuie făcute instrucțiuni privind utilizarea cercului de tăiere cu diamante, care ar trebui să fie atent învățat astfel încât să nu provoace vătămări în timpul lucrării unui instrument de mare viteză.
Eficacitatea cercurilor Turbo Diamond în conformitate cu evaluarea piatră spartă
| Diametrul Crod. înălțimea stratului Straturi de lățime, mm | Resurse VM2 / Cost 1m2 tăiat, $ | |||||
| Marmură | Granit | Beton | ||||
| Silver Silver. | ||||||
|---|---|---|---|---|---|---|
| 1102,26,0 | 10. | $ 2,2 | 2. | $ 3.0. | 3. | $ 4.0. |
| 1152,48,0 | 12. | 3. | 3. | |||
| 1252,28,0 | 17. | 3. | patru. | |||
| 1502,68,0 | douăzeci | patru. | patru. | |||
| 1802,68,5 | 23. | patru. | cinci | |||
| 2302,68,5 | 28. | 6. | 6. | |||
| 2542,68,5 | 35. | 6. | 6. | |||
| Calitate de aur premium. | ||||||
| 1102,26,0 | paisprezece | $ 1,8. | 3. | $ 2,4. | patru. | $ 3.5. |
| 1152,48,0 | optsprezece | patru. | cinci | |||
| 1252,28,0 | douăzeci | patru. | cinci | |||
| 1502,68,0 | 23. | cinci | 7. | |||
| 1802,68,5 | 27. | cinci | opt | |||
| 2302,68,5 | 35. | 7. | 10. | |||
| 2542,68,5 | 42. | opt | unsprezece | |||
| Platinum profesional de calitate | ||||||
| 1102,26,0 | douăzeci | $ 1.0 | patru. | $ 2,1 | 6.5. | $ 2.9. |
| 1152,48,0 | 23. | cinci | 7. | |||
| 1252,28,0 | 24. | 5.5. | opt | |||
| 1502,68,0 | 29. | 6. | nouă | |||
| 1802,68,5 | 35. | opt | 10. | |||
| 2302,68,5 | 45. | 10. | 13. | |||
| 2542,68,5 | cincizeci | 11.5. | cincisprezece |
Raportul utilizează termenii de la GOST 9206-80 (ED.1987), GOST 10110-87 (Red.1998) și GOST 16115-88 (Ed.1998)
Editorii sunt recunoscători pentru compania "Splitstone" pentru ajutor în pregătirea raportului