
දියමන්ති කැපීමේ කවය: තෝරා ගැනීමේ රීති, කව, රවුම් වර්ග, නිර්දේශිත කැපීමේ ක්රම, ටර්බෝ කක්ෂයේ කාර්යක්ෂමතාව.



(දූවිලි අනාථ කිරීම හෝ එය නොමැතිව) මඟින් මිලිමීටර් 254 ක විෂ්කම්භයක් සහිත කැපුම් කවයක් භාවිතා කළ හැකිය





උපරිම උපරිම, නමුත් දූවිලි රහිත බව අකාර්යක්ෂමයි. මෙම ප්රදේශ අහඹු ලෙස, ප්රතිවිරුද්ධ දෙයයි
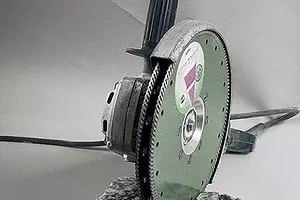
සමහර විට ඇස්බැස්ටෝස් සිමෙන්ති නළය, ගඩොල්, උළු, ග්රැනයිට් හෝ කිරිගරු පිපිරුම් කැබැල්ලක්, ශක්තිමත් කරන ලද කොන්ක්රීට් ඒකකයේ කොටසක් හෝ ගල් බ්ලොක් ද්රව්යයක් කපා හැරීමේ අවශ්යතාවයක් පවතී. නිශ්චිත ප්රමාණයක් පවත්වාගෙන යන අතරතුර හරියටම කපා දමන්න. කැපීමේ යන්ත්රයක හෝ අතේ ගෙන යා හැකි කැපීමේ යන්ත්රයක් මත ස්ථාපනය කර ඇති දියමන්ති කැපීමේ කවයක ආධාරයෙන් එවැනි ගැටළුවක් විසඳිය හැකිය. බොහෝ විට - සාමාන්යයෙන් බල්ගේරියානු යල්කව හැඳින්වෙන්නේ නැත.
දියමන්ති යනු පිරිසිදු කාබන් වර්ගයක් වන අතර පෘථිවියේ ඇති දුෂ්කරම ද්රව්යය, නමුත් 800 ගණන්වල ඉහළින්ම රත් වූ විට එය තරමක් මෘදු මිනිරන් බවට පත්වේ. ඔවුන්ගේ දියමන්ති කවයෙන්, ඕනෑම ද්රව්යයක් පාහේ කපා දැමිය හැකි අතර, තවමත් රවුමේ උෂ්ණත්වය සීමා කිරීම අවශ්ය වේ. දියමන්ති කවයක් ලෝහ කැපීම සඳහා භාවිතා නොකිරීම, උල්ෙල්ඛ කවයට වැඩි කැමැත්තක් දැක්වීම මේ හේතුව නිසා ය.
විවිධ ආකාරවලින් රවුමේ වානේ නඩුවට දියමන්ති යොදනු ලැබේ. වඩාත් සුලභ වන්නේ තාක්ෂණික (කෘතිම හෝ ස්වාභාවික) ස් st ටික වැඩි වන අතර, මිලිමීටර් 00.8 සිට මිලිමීටර 80.8 ක් දුරින් කුඩා අංශුවල මිශ්ර වේ. උදාහරණයක් ලෙස දියමන්ති කවයක් නිෂ්පාදනය කිරීමේදී, මෙම මිශ්රණයේ මධ්යයේ සිදුරක් ඇති තුනී වානේ තැටියක පරිමිතිය වටා "ඔටුන්න" වර්ගය විෂ්කම්භය, උස හා thickness ණකමවල වළල්ලක් එබනු ලැබේ. අභ්යන්තර කැපීමේ දාරයක් සහිත දියමන්ති කැපීමේ කවයක් නිෂ්පාදනය කිරීමේදී මධ්යම නිවාස සිදුර වටා එකම වළල්ලට තද වේ. ලෝහ අංශුගේ පසුවන ලෝහ අංශු ගිලීම තහනම් රාමුවක් සෑදීමට හේතු වන අතර එය දියමන්ති කල් පවත්නා සවි කිරීම සඳහා දාරවල කාර්යභාරය ඉටු කරයි. පරිමිතිය වටා ඇති ඩයමොන්ඩ්රන්ට් තට්ටුව සමඟ කපන ලද කවය කැපුම් යන්ත්රයේ ඩ්රයිව්, කපන යන්ත්රය, කපන යන්ත්රය, "බල්ගේරියානු" යන ද්විත්ව රෝපණ සිදුර මගින් ස්ථාපනය කර ඇත.
දියමන්ති කැපීමේ කවයක් තෝරා ගැනීම සඳහා මූලික නීති
රවුමේ විෂ්කම්භය D භාවිතා කර ඇති නමුත් 254mm හි බලය සඳහා උපරිමය ගැනීම වඩා හොඳය, එසේ නොවුවහොත්, විශේෂයෙන් මෙවලම ආරම්භ කිරීමේදී විශාල ව්යවර්ථයක් නිසා වැඩ කිරීම දුෂ්කර වනු ඇත.චිප්ස් නොමැතිව වඩාත්ම උසස් තත්ත්වයේ කප්පාදුව මඟින් සිසිලනය භාවිතා කිරීමේදී කැපීමේ යන්ත්රයක් මත "ඔටුන්න" රවුමක් ලබා දෙනු ඇත.
ස්වාභාවික ද්රව්ය කැපීම සඳහා (කිරිගරු, ග්රැනයිට්, ගබ්බ්රෝ, ගබ්බ්රෝ, ක්වාර්සයිට්) කව, තියුණු, අප්රසන්න ශබ්දයක් බැහැර කිරීම සඳහා සහ කොන්ක්රීට් කැපීමකින් කොටස් අතර පටු කට්ටයක් තෝරා ගැනීම වඩා හොඳය tivity ලදායිතාව.
කැපුම් කවයේ කැටි කිරීමේ රෝද විෂ්කම්භය බල්ගේරියානු පතුවළ විෂ්කම්භයට වඩා විශාල වන විට, සංක්රාන්ති වළල්ල භාවිතා කරන්න (නිදසුනක් ලෙස, "උදාහරණයක් ලෙස," සමාගම "සමඟ" ස්ප්ලිට්ස්ටෝන් "). රවුම විශ්වාසදායක විසඳීමට බාධා නොකරන බව නරඹන්න.
සිසිලනයකින් හෝ බලහත්කාරයෙන් ජලය සමග සිසිලනයකින් තොරව කැපීම සඳහා විවිධ දියමන්ති කැපීමේ කවයන් භාවිතා කරයි. සංයුතියට අනුව රවුමක මිටියක් ඉතා ප්රවේශමෙන් පමණක් නොව ඉතා පරිස්සමින් තෝරා ගනු ලැබේ, මන්ද එය දියමන්ති විශ්වාසදායක ලෙස නිවැරදි කළ යුතු අතර ඉහළ උෂ්ණත්වයකට ඔරොත්තු දිය යුතු අතර සැලකිය යුතු යාන්ත්රික බරක් විය යුතුය.
ඩයමන්ඩ් කැපීමේ කවයන් රුසියානු වෙළඳපොළට සමාගම් දුසිම් කිහිපයක් සැපයීම, උදාහරණයක් ලෙස, බෙල්ජියම් දියමන්ති-ලෙෂන්ට් බෝඩ්, ජර්මානු ඩොන්කෝ සහ බොෂ්, යුක්රේනියානු ස්පාර්කි, යුක්රේනියානු "යූඑන්කේආර් නිෂ්පාදකයින්, බොහෝ චීන නිෂ්පාදකයින් ද මොස්කව් "ස්වීලිට්" සහ මොස්කව් ටොමාල් අසල ගෘහස්ත සමාගම් ලෙස. ලේබලයේ සඳහන් සමාගම එහි නිෂ්පාදකයාගේ නිෂ්පාදකයා නොවන බව සැලකිය යුතු ය. කෝණික ඇඹරුම් යන්ත, කැපීම සහ කැපුම් යන්ත්ර නිෂ්පාදකයින්, ඔවුන්ගේ වෙළඳ නාමය යටතේ කපන ලද කවයන් ලබා දෙයි. එහෙත්, ඕනෑම අවස්ථාවක, රවුමේ නිවාසවල හෝ එහි ඇසුරුම්කරණයේ දී, කවය මඟින් රවුම නිර්මාණය කර ඇති හෝ රවුම් ශරීරය තීරුවේ තැබීම හෝ ලේබලය මත රවුම් ශරීරය තීන්ත ආලේප කර ඇත එකම වර්ණය.
දියමන්ති කැපීමේ කව වල ප්රධාන වර්ග
| පැති මතුපිට | වැදගත් ම සාධකය | |
|---|---|---|
| ඝණ | වරින් වර | |
| පැතලි | "ඔටුන්න" | කොටස |
| තරංග හැඩැති | "ටර්බෝ" | ටර්බෝ ඛණ්ඩනය වී ඇත |
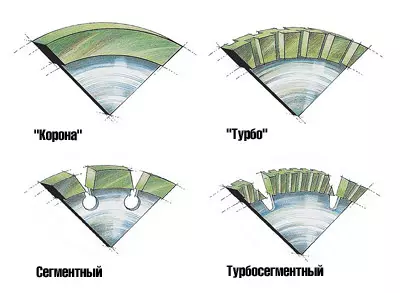
දියමන්ති කැපීමේ කවය කැපුම් දාරයේ හැඩය සහ දියමන්ති ස්ථරයේ පැත්තේ මතුපිට හැඩය වෙන් කරයි. දියමික තට්ටුවේ කැපුම් දාරය ක්රියාවලියේ ක්රියාකාරිත්වය තීරණය කරන අතර රවුමේ කොටස් මගින් solid න හෝ වරින් වර නිර්මාණය වේ. ඩයරමොන්ඩික් තට්ටුවේ පැති මතුපිට කැපීම අතරතුර තාප නිකුතුවට බලපාන අතර එය පැතලි හෝ තරංග වැනි වේ. කපන දාරයේ හැඩයේ විවිධ සංයෝජන දියමන්ති ස්ථරයේ පැත්තේ මතුපිට හැඩය සහිතව දියමන්ති කැපීමේ කවයන් හතරක් නිර්මාණය කිරීමට හේතු විය. මෙම කව වර්ග හතර පහත පරිදි "ඔටුන්න", "ඔටුන්න", "ටර්බෝ", "ටර්බෝ", "there න තරංගයක් සහිත ඩයමොන්ඩි තට්ටුවක් සහිත) සහ ටර්බෝජන් (දියමන්ති සමඟ තරංග වැනි කොටස් වැනි). වරින් වර කැපීමේ දාරයකින් කව සෑදීම ඉතා අශෝභන ස්වරූපයක් සහිත තැටි කියත් වලට සමාන වේ. බොහෝ කව සඳහා, දකුණු අප්රිකානු සමාගමේ ඩෙබීකරුවන්ගේ දියමන්ති කුඩු භාවිතා වේ.
"ඔටුන්න" රවුම් "ඔටුන්න" ද්රව්යයේ කුඩාම පරිභෝජනය සහ සුමට දාර සහිත පෙත්තක් සපයයි, නමුත් පැතලි solid න විදැහුම්කරණ තට්ටුව, ද්රව්යමය තාප ප්රමාණයක් වෙන් කිරීමට හේතු වේ. මෙම ප්රමාණය රඳා පවතින්නේ භ්රමණය කැපීමේ ක්රම මත සහ රවුමේ චලනය (පෝෂණය) මත ය. ජලය සමඟ බලහත්කාරයෙන් රවුම් ගායනා කිරීම සෑම විටම පාහේ භාවිතා කරන්නේ එබැවිනි, අවශ්ය පරිභෝජනය රවුමේ විෂ්කම්භය මත රඳා පවතී.
අත්හදා බැලීම් විශාල සංඛ්යාවක් ලෙස මෙම වාර්තාව දියමන්ති කවයන් සහ ස්වේප්ස්ටන් විසින් එකතු කරන ලද ක්රමලේඛන ක්රම පිළිබඳ දත්ත භාවිතා කරයි.
කපන ක්රමවල සාරධර්මවල සාරධර්මවල සාරධර්මවල සාරධර්ම අඩුවීමත් සමඟ, මේසවල දක්වා ඇති දත්ත හා සසඳන විට, දියමන්ති කවය අතාර්කික ලෙස භාවිතා කරන අතර එහි තාපන වැඩිවීම් වැඩි වීමත් සමඟ එය භාවිතා කරන බව සැලකිල්ලට ගත යුතුය.
කව "ඔටුන්න" ඒවා නිපදවනු ලබන්නේ බණ්ඩල් වර්ග දෙකක් (ලෝකඩ හා කොබෝල්ට් මත පදනම්ව, ලෝකඩ එකතු කිරීමත් සමඟ), එබැවින් ඒවා පිළිවෙලින් වර්ණ දෙකක, කහ සහ කොළ වලින් පින්තාරු කර ඇත. කහ පැහැයේ රෝද නිර්මාණය කර ඇත්තේ මෘදු ද්රව්ය කැපීම සඳහා: කිරිගරු, ප්ලාස්ටර්, වියලි, ලිල්ස්, සෙරමික් ටයිල්ස් සහ අර්ධ වටිනා ගල් සහ solid න ද්රව්ය සඳහා හරිත වර්ණ කව: ග්රැනයිට්, ක්වාර්සයිට්, ස්වර්ණාභූදිය, සිලිකන්. විෂ්කම්භය d රවුම "ඔටුන්න" මි.මී. 400 නොඉක්මවිය යුතුය.
සෑම කවයක්ම පාහේ "ඔටුන්න" කැපීම කැපීමේ යන්ත්රයක නිෂ්පාදනය කළ යුතු අතර නිරන්තර ජල සැපයුමක් ලබා දිය යුතුය. නමුත් මෑතකදී පිඟන් මැටි උළු කැපීම සඳහා "ඔටුන්න" විෂ්කම්භය මිලිමීටර් 230 ක් දක්වා වූ රවුම් එහි රවුම් සිදුවිය. මෙය සිදු කිරීම සඳහා, ඔබට සුපුරුදු "බල්ගේරියානු" භාවිතා කළ හැකිය.
ප්රායෝගික නිර්දේශ
ද්රව්යයේ 1M2 "ටර්බෝ" කවයට වඩා මිලිමීටර 1M2 මිල අධික වන අතර ටර්බෝ-ඛණ්ඩය අංශයට වඩා මිල අධික බව සැලකිල්ලට ගත යුතුය.නව කපන කවය මුලින්ම මිනිත්තු 5 ක් පමණ විකෘති කිරීමට වග බලා ගන්න, "බල්ගේරියානු" තමාගෙන් ඇඳුමින් සැරසුණු රවුමක් සහිතව "බල්ගේරියානු" අල්ලාගෙන සිටින්න. කාරණය නම්, රවුම් නඩුවේ ප්රවාහනය කිරීමේදී, අන්වීක්ෂීය ඉරිතැලීම් සමහර විට සෑදී ඇති අතර එය රවුමේ විනාශයට හේතු විය හැක.
රවුමේ දැඩි ලෙස පොහොසත් කිරීම සහ උණුසුම සමඟ, කැපීම කපා තත්පර 10 ක් පමණ ද්රව්යයට ඉහළින් කවය ඔසවා, පසුව අඩු ආහාර සමඟ දිගටම වැඩ කිරීම දිගටම කරගෙන යන්න.
ශක්තිමත් කරන ලද කොන්ක්රීට් කැපීමේ ක්රියාවලියේදී ලෝහ ශක්තිමත් කිරීම මත "ටර්බෝ" කවයක් ආසන්න වශයෙන් 30-50% කින් අඩු කළ යුතුය.
දියමන්ති කොටස්වල සම්පූර්ණ ඇඳුමෙන් පසු, කොටසේ කවයේ සිද්ධිය ඉවත නොදමන්න. ස්ප්ලිට්ස්ටෝන් සමාගම ඔහුට නව දියමන්ති කොටස් පහර දෙයි, එමඟින් නව කවයක පිරිවැයෙන් 20% ක් පමණ ඉතිරි කර ගැනීමට ඔබට ඉඩ සලසයි.
ඔටුන්න රවුම් සහිත නිර්දේශිත කැපීමේ මාතයන්
| විෂ්කම්භය d, mm | වර්ණ කවය | භ්රමණ සංඛ්යාතය, ආර්පීඑම් | ගැඹුර කපන්න, උපරිම, මි.මී. | පෝෂණය, m / min | අවශ්ය බලය, kW | ජල පරිභෝජනය, l / min |
|---|---|---|---|---|---|---|
| 110. | කහ | 7000-10000 | පහළොව | 0.4. | 1.2-1.4 | 5-10. |
| කොළ | 4200-6000 | 0,3. | ||||
| 115. | කහ | 7000-10000 | 0.4. | 1.4-1.6 | ||
| කොළ | 4200-6000 | 0,3. | ||||
| 150 යි. | කහ | 5000-7600. | විසි | 0.4. | 1.8-2.0 | |
| කොළ | 3200-4500 | 0,3. | ||||
| 180. | කහ | 4200-6300 | 40. | 0,6 | 2.0-2.2 | |
| කොළ | 2600-3700 | තිහක් | 0.4. | |||
| 250. | කහ | 3000-4600 | 65. | 0,6 | 2.2-2.4 | 10-15 |
| කොළ | 2000-2700. | පනහක් | 0.4. | |||
| 300 යි. | කහ | 2250-3800. | 65. | 0.8-1.0 | 2.4-26 | 12-17 |
| කොළ | 1600-200. | පනහක් | 0.5-0.7 | |||
| 350 කි. | කහ | 2200-3300. | 80. | 0.8-1.0 | ||
| කොළ | 1400-2000. | 60. | 0.5-0.7 | |||
| 400 යි. | කහ | 2000-2900 | 80. | 0.8-1.0 | 2.6-2.8. | 20-25 |
| කොළ | 1200-1700. | 60. | 0.5-0.7 |
කව "ටර්බෝ" "බල්ගේරියානු" භාවිතයෙන් ඔබට ඒවා කපා දැමිය හැකිය.
දියමන්ති රහිත ස්ථරයේ පැති මතුපිට ඇති තොරතුරු සමඟ සම්බන්ධතා ප්රදේශය අඩු කිරීම සඳහා, නැඹුරු වලක් ඇති අතර එය තරංග වැනි වේ. දැන් එය ස්පර්ශ වන්නේ රළවල සිරස්, සහ වලවල් විසින් අල්ලා ගන්නා වාතයට පමණක් හොඳ සිසිලනයකි. මෙම අවස්ථාවේ දී ජලය සමග බලහත්කාරයෙන් සිසිලනය කිරීම ඔබට භාවිතා කිරීමට අවශ්ය නැත.
එවැනි කවයන් මිටි වර්ග තුනක් සමඟ නිපදවනු ලැබේ (යකඩ හා කොබෝල්ට් එකතු කිරීම මත පදනම්ව හෝ කොබෝල්ට් මත පදනම්ව, එබැවින් පිළිවෙලින් වර්ණය පිළිවෙලින් වර්ණය, නිල්, නිල් සහ කොළ වර්ණ තුනක්. කහ කවයන් කිරිගරු, පිඟන් මැටි හා උළු, වහල උළු, හුණුගල්, සිලිකේට් ගඩොල්, නිල් - මධ්යම දෘඩ ද්රව්ය සඳහා නිර්මාණය කර ඇත: මධ්යම දෘඩ මිදීම සඳහා කහ කවයන් නිර්මාණය කර ඇත: මින්ට්, චමෝට්, and න කිරිගරු හරිත වර්ණය- solid න ද්රව්ය සඳහා: ග්රැනයිට්, "බර" කොන්ක්රීට් හා fillow න පිරවුම්කරුවෙකු සමඟ කොන්ක්රීට් කරන්න.
ඔවුන්ගේ විෂ්කම්භය මි.මී. 300 නොඉක්මවන අතර වඩාත්ම චැසිය - 230 මි.මී., එය සම්මත බල්ගේරියානු ආවරණයේ ප්රමාණය අනුව තීරණය වේ. එය එහි බලය සඳහා ඉඩ දෙන්නේ නම්, සමහර විට එය ආවරණයක ප්රමාණයට හෝ නැතිව රවුමේ විෂ්කම්භය 254mm වෙත ගෙන ඒමට සකසා ඇත.
ටර්බෝ කවයන් සහිත නිර්දේශිත කැපීමේ මාතයන්
| විෂ්කම්භය d, mm | වර්ණ කවය | භ්රමණ සංඛ්යාතය, ආර්පීඑම් | ගැඹුර, උපරිම / සිහින කව, මි.මී. | පෝෂණය, m / min | අවශ්ය බලය, kW |
|---|---|---|---|---|---|
| 110. | කහ | 9000-14000 | 15/15 | 0,2 | 0,6 |
| නිල් | |||||
| කොළ | |||||
| 115. | කහ | 9000-14000 | |||
| නිල් | |||||
| කොළ | |||||
| 125. | කහ | 8000-1200 කි. | 1.0 | ||
| නිල් | |||||
| කොළ | |||||
| 150 යි. | කහ | 7000-10000 | 20/20 | 1,2 | |
| නිල් | |||||
| කොළ | |||||
| 180. | කහ | 6000-8000 | 40/25 | 0,3. | 1,6 |
| නිල් | |||||
| කොළ | |||||
| 230. | කහ | 5000-7000 | 60/30 | 2.0 | |
| නිල් | |||||
| කොළ | |||||
| 254. | කහ | 4600-6500 | 65/30 | 0.4. | 2,2 |
| නිල් | |||||
| කොළ | |||||
| 300 යි. | කහ | 3800-5000 | 80/30 | 2.6 | |
| නිල් | |||||
| කොළ |
ඛණ්ඩ කව ද්රව්යයේ කපන ලද කොටස් කැබලි අතර වලක් තුළ ඇති කොටස් කපන ලද අතර තැටියේ සිට කැපීමට බාධා කිරීමකින් තොරව එම ද්රව්යයේ කපන ලද කොටස්වල කපන ලද කොටස් ඇති වීම නිසා ඉහළ කාර්යසාධනයක් සාක්ෂාත් කර ගැනීමට අවසර දී ඇති අතර තැටි දුනු කප්පාදු කිරීම වැනි ආකාරයටම ඉවත් කරනු ලැබේ. එවැනි රවුමක විෂ්කම්භය විශාල විය හැකිය, මන්ද ඒවා කොටස් වෙන වෙනම නිපදවන බැවින්, ලේසර් වෙල්ඩින් සමඟ රිදී සොල්ඩර් හෝ වෙල්ඩින් සමඟ රවුම් ශරීරයට බෙදී ඇත. ඒ සියල්ලටම පාහේ ජලය සමඟ සිසිලනය අවශ්ය වන අතර, විශාල අවශ්ය බලවේගයක් 1998 දී "නව දොරකඩ" වාර්තාවේ සඳහන් විශේෂ මිල අධික කැපුම් යන්ත්ර භාවිතය (බලන්න. Ivd7 (9).
බණ්ඩල් වර්ගය තෝරා ගැනීමේ ක්රමය සහ ලේසර් වෙල්ඩින් කිරීමත් සමඟ, වියළි කැපීමේ කොන්ක්රීට් සහ ගඩොල් සඳහා මිලිමීකරණ කවයන් 254mm විෂ්කම්භයක් කළ හැකිය, එමඟින් "බල්ගේරියානු" භාවිතයට ඉඩ සලසයි.
නිර්දේශිත කැපීමේ ක්රම ඛණ්ඩ කව
| විෂ්කම්භය d, mm | පෙති කපන ලද ද්රව්ය | භ්රමණ සංඛ්යාතය, ආර්පීඑම් | ගැඹුර, උපරිම / සිහින කව, මි.මී. | පෝෂණය, m / min | අවශ්ය බලය, kW | ජල පරිභෝජනය, l / min |
|---|---|---|---|---|---|---|
| 230. | කිරිගරු | 5200-4800 | 60/30 | 0.1-2.0 | 1.8-2.0 | 8-12. |
| ග්රැනයිට් | 2200-3300. | 50/25 | 0.3-1.0 | |||
| කොන්ක්රීට් | 3000-4800 | 50/25 | 2.0-10.0 | 5-8 | ||
| W / කොන්ක්රීට් | 2000-3200 | 50/20 | 1.5-8.0 | |||
| 254. | කිරිගරු | 4500-4000 | 80/35 | 0.1-2.0 | 2,0-2.4 | 8-12. |
| ග්රැනයිට් | 1900-2800. | 60/30 | 0.3-1.0 | |||
| කොන්ක්රීට් | 2500-4200. | 70/30 | 2.0-10.0 | 5-8 | ||
| W / කොන්ක්රීට් | 1600-2800. | 70/25 | 1.5-8.0 | |||
| 300 යි. | කිරිගරු | 3200-3800 | 100/40 | 0.1-2.0 | 2.4-3.5 | 10-15 |
| ග්රැනයිට් | 1600-2300. | 80/40. | 0.3-1.0 | |||
| කොන්ක්රීට් | 2000-3800. | 90/40 | 2.0-10.0 | 8-10. | ||
| W / කොන්ක්රීට් | 1200-2400. | 90/30 | 1.5-8.0 | |||
| 350 කි. | කිරිගරු | 2700-3300 | 100/40 | 0.1-2.0 | 3.0-4.5 | 10-15 |
| ග්රැනයිට් | 1400-2000. | 80/40. | 0.3-1.0 | |||
| කොන්ක්රීට් | 1650-3300. | 90/40 | 2.0-10.0 | 8-10. | ||
| W / කොන්ක්රීට් | 1000-1600 | 90/35 | 1.5-8.0 | |||
| 400 යි. | කිරිගරු | 1650-3300. | 140/40 | 0.1-2.0 | 4.5-6.0 | 15-20. |
| ග්රැනයිට් | 1200-1700. | 100/40 | 0.3-1.0 | |||
| කොන්ක්රීට් | 1400-2900. | 100/40 | 2.0-10.0 | 10-15 | ||
| W / කොන්ක්රීට් | 800-1200 | 90/35 | 1.5-8.0 |
තුල ටර්බෝ ඛණ්ඩනය වූ කව දියමන්ති තට්ටුවේ තරංග වැනි පැත්තේ මතුපිටක් සහිත කොටස් වල් පැලෑටි රවුම ශරීරයට ලේසර් වෙල්ඩින් සමඟ වෑල්ඩින් කර ඇත. විච් කිං විසින් ඛණ්ඩ කව වල සහ ටර්බෝ කවයන්ගේ හොඳම ගුණාංග ඒකාබද්ධ කර ඇත: ඔවුන් ඉහළ කාර්යසාධනයක් සහිත වියළි කැපීම සපයයි.
ස්ථිර "ස්ප්ලොෆ්ට්ටන්" එය විශේෂයෙන් සංවර්ධිත තාක්ෂණයක ආධාරයෙන් දියමන්ති කවයන්ගේ effectiveness ලදායීතාවය ඇගයීමට ලක් කරයි. භාවිතයෙන් තීරණය වන්නේ 1M2 හි ද්රව්යයේ කප්පාදුවල හරස්කඩේ මුළු භූමි ප්රමාණය සහ කවයේ ගුණාත්මකභාවය පිළිබඳ අංශ තුනක් (සැමට හැකි) අංශක තුනක් ලෙස භාවිතා කිරීම තීරණය වේ. අර්ථ දැක්වීම - සම්මත රිදී, වාරික රන් සහ වෘත්තීය ප්ලැටිනම්. රවුමේ ගුණාත්මක භාවයේ ගුණාත්මකභාවය ඉහළ මට්ටමක, එහි සම්පත් හා පිරිවැය ඉහළ මට්ටමක පවතී, නමුත් යැපීම යනු වැඩි වැඩ ප්රමාණයක් සඳහා වැඩි වැඩ ප්රමාණයක් සඳහා උසස් තත්ත්වයේ කවයන් ලබා ගැනීම වඩා ලාභදායී වේ.
එකම වර්ගයේ සහ එක් මිටියක් සමඟ එක්තරා මිටියක් බාහිරව වෙන්කර හඳුනාගත හැකි නමුත්, ශරීරයේ වර්ණයෙන් වෙනස් ගුණාත්මකභාවය: උදාහරණයක් ලෙස, නිල් (සම්මත රිදී), නිල් (වාරික රත්රන්) තද නිල් (වෘත්තීය ප්ලැටිනම්).
කැපීම, සම්පත් හා කාර්ය සාධන මාදිලියේ සැබෑ සාරධර්ම සහ විකිණීම සඳහා නිපදවන සෑම කැපී පෙනෙන රෝදයක්ම පූර්ව විකුණුම් පාලනය කිරීම සඳහා නව සැලසුමේ සෑම කැපුම් කවයක්ම පරීක්ෂා කරනු ලැබේ. එහෙත්, කිසියම් අවස්ථාවක, මෙම භාවිතය පිළිබඳ උපදෙස් දියමන්ති කැපීමේ කවයට කළ යුතු අතර, අධිවේගී මෙවලමක් තුළ තුවාලයක් ඇති නොවන පරිදි ප්රවේශමෙන් ඉගෙන ගත යුතුය.
ස්ප්ලොෆ්ට් එක ඇගයීම අනුව ටර්බෝ දියමන්ති රවුම් වල effectiveness ලදායීතාවය
| විෂ්කම්භය ක්රොඩ් ස්ථර උස පළල ස්ථර, මි.මී. | සම්පත් VM2 / පිරිවැය 1M2 කප්පාදුව, $ | |||||
| කිරිගරු | ග්රැනයිට් | කොන්ක්රීට් | ||||
| සම්මත රිදී | ||||||
|---|---|---|---|---|---|---|
| 1102,26.0 | 10 | $ 2,2 | 2. | $ 3.0 | 3. | $ 4.0 |
| 1152,48.0 | 12 | 3. | 3. | |||
| 1252,28.0 | 17. | 3. | සිව් | |||
| 1502,68.0 | විසි | සිව් | සිව් | |||
| 1802,68,5 | 23. | සිව් | පහ | |||
| 2302,68,5 | 28. | 6. | 6. | |||
| 2542,68,5 | 35. | 6. | 6. | |||
| වාරික රන් ගුණාත්මකභාවය | ||||||
| 1102,26.0 | දහහතර | $ 1,8. | 3. | $ 2,4. | සිව් | $ 3.5 |
| 1152,48.0 | දහඅට | සිව් | පහ | |||
| 1252,28.0 | විසි | සිව් | පහ | |||
| 1502,68.0 | 23. | පහ | 7. | |||
| 1802,68,5 | 27. | පහ | අට | |||
| 2302,68,5 | 35. | 7. | 10 | |||
| 2542,68,5 | 42. | අට | එකොළහ | |||
| ගුණාත්මක වෘත්තීය ප්ලැටිනම් | ||||||
| 1102,26.0 | විසි | $ 1.0 | සිව් | $ 2,1 | 6.5 | $ 2.9 |
| 1152,48.0 | 23. | පහ | 7. | |||
| 1252,28.0 | 24. | 5.5 | අට | |||
| 1502,68.0 | 29. | 6. | නවය | |||
| 1802,68,5 | 35. | අට | 10 | |||
| 2302,68,5 | 45. | 10 | 13 | |||
| 2542,68,5 | පනහක් | 11.5. | පහළොව |
වාර්තාව GOST 9206-80 (ED.1987), එඩ්.පී.110-87 (RED1910-87 (RED1910-87 (RED1910-87) සහ 25115-88 (ED.1958)
වාර්තාව සකස් කිරීමේදී උපකාර සඳහා කතුවරුන් "ස්ප්ලිට්ස්ටෝන්" සමාගමට කෘත ful වෙති