
Diamantskärningscirkel: Urvalsregler, typer av cirklar, rekommenderade skärlägen, turbocirklar effektivitet.



(Schop för dammtät eller utan det) gör det möjligt att använda en skärcirkel med en diameter av 254 mm





Maximalt max, men dammlöshet är ineffektivt. Med sammanfallningen av dessa områden är motsatsen
Ibland är det ett behov av att skära av en bit av asbestcementrör, tegelstenar, kakel, granit eller marmorplattor, en del av den förstärkta betongenheten eller ett stenblock - i allmänhet, fast byggmaterial. Och skära av exakt, samtidigt som man behåller en viss storlek. Det är möjligt att lösa ett sådant problem med hjälp av en diamantskärningscirkel, installerad på en skärmaskin eller en bärbar skärmaskin, och oftast - på en hörnslipmaskin, vanligtvis kallad den bulgariska.
Diamant är en typ av rent kol och det svåraste materialet på jorden, men när det uppvärms över 800-talet blir det irreversibelt till ganska mjuk grafit. Med deras diamantcirkel kan nästan vilket material som helst skäras, medan det fortfarande är nödvändigt att strikt begränsa cirkelns temperatur. Det är av den anledningen att en diamantcirkel inte används för att klippa metaller, föredrar den slipande cirkeln.
Diamanter appliceras på cirkelns stålväska på olika sätt. Den vanligaste är den där tusentals tekniska (artificiella eller naturliga) kristaller i storlek från0,2 till 0,8 mm blandas med ännu mindre partiklar av metaller. Vid framställning av en diamantcirkel, t ex typen av "krona" runt omkretsen av en tunn stålskiva med ett hål i mitten av denna blandning, pressas en ring av diameterd, höjd och tjocklekar. Vid framställning av en diamantskärningscirkel med en intern skärkant pressas samma ring runt det centrala hushålet. Den efterföljande sintringen av metallpartiklar leder till bildandet av en bindemedelsram, som spelar rollen som RIM för hållbar fixering av diamanter. Skärcirkeln med diamantskiktet runt omkretsen är installerad av det centrala planteringshålet på skärmaskinens drivaxel, skärmaskin, "bulgariska".
Grundläggande regler för att välja en diamantskärningskrets
Cirkeln Diameter är bättre att ta maximalt för kraften på den "bulgariska" som används, men inte mer än 254 mm, annars kommer det att vara svårt att arbeta på grund av ett stort vridmoment, speciellt när du startar instrumentet.Den mest högkvalitativa skärningen utan marker kommer att ge en cirkel av "krona" monterad på en skärmaskin när du använder kylning.
För skärning av naturmaterial (marmor, granit, gabbro, kvartsit) cirklar med en intermittent kant, är det bättre att välja smala spår mellan segment för att utesluta ett skarpt, obehagligt ljud, och med en skärning av betong är bredare spår lämpliga att öka produktivitet.
När skärcirkelns skärhjulsdiameter är större än den bulgariska axeldiametern, använd övergångsringen (den kan köpas, till exempel på företaget "Splitstone"). Titta på att det inte stör den tillförlitliga fixeringen av cirkeln.
Olika diamantskärningscirklar används för att skära utan kylning eller med tvångsavkylning med vatten. En bunt av en cirkel är vald enligt kompositionen mycket försiktigt, eftersom den inte bara på ett tillförlitligt sätt fixerar diamanterna, utan också för att klara en hög temperatur och en signifikant mekanisk belastning.
Diamond Cutting Circles levererar flera dussin företag till den ryska marknaden, till exempel, belgisk diamantbräda, italiensk diamant-d, tyska Dronco och Bosch, Hilti från Liechtenstein, bulgariska sparky, ukrainska "Ukr-Diamant", många kinesiska tillverkare, liksom Som inhemska företag bland annat är Moskva "splitstone" och nära Moskva Tomal. Det är anmärkningsvärt att det företag som anges på etiketten inte nödvändigtvis är tillverkaren. Bara tillverkare av vinklade slipmaskiner, skärmaskiner och skärmaskiner erbjuder cut-off-cirklar till dem under deras varumärke. Men i vilket fall som helst, på cirkelns hus eller på dess förpackning, måste materialet anges, för skärning av vilken cirkeln är utformad, eller cirkelkroppen är målad beroende på typen av bunt eller hålla fast etiketten på samma färg.
Huvudtyper av diamantskärningskretsar
| Sidoyta | Allra senaste | |
|---|---|---|
| Fast | Intermittent | |
| Platt | "Krona" | Segmentet |
| Vågformad | "Turbo" | Turbo segmenterad |
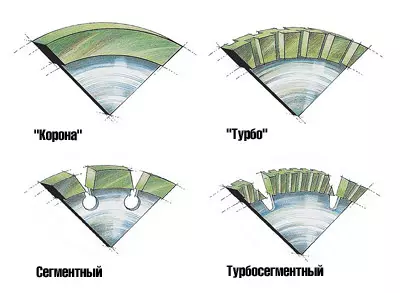
Diamantskärningscirkeln skiljer formen på skäreggen och formen på diamantskiktets sidoyta. Diamantskiktets skärkant bestämmer processens prestanda och är en fast eller intermittent, bildad av cirkelns segment. Diamantskiktets sidoyta påverkar värmelastning under skärning och är platt eller vågliknande. De olika kombinationerna av skärkantens form med formen av diamantskiktets sidoyta ledde till skapandet av fyra huvudtyper av diamantskärningskretsar. Dessa fyra typer av cirklar hänvisas till som följer: "Crown" (med ett fast platt diamantskikt), "Turbo" (med ett solidvågliknande diamantskikt), segment (sabel-liknande platta segment) och turbogen (med diamant -liknande vågliknande segment). Skärande cirklar med intermittent skärkant mycket liknar skivsågar med en märklig tänder. För de flesta cirklar används diamantpulvret i de sydafrikanska företagets defeers.
Cirklar "Crown" ger den minsta förbrukningen av materialet och skivan med släta kanter, men ett stort kontaktområde av det plana fasta diamantskiktet med materialet leder till fördelningen av en signifikant mängd värme. Denna kvantitet beror på rotationsskärningslägen och cirkelns rörelse (matning). Det är därför som den tvingade kylningen av cirklar med vatten nästan alltid används, vars önskade förbrukning beror på cirkelns diameter d.
Denna rapport använder data om diamantkretsar och skärlägen som ackumuleras av Splitstone som ett resultat av ett stort antal experiment.
Det bör noteras att med en minskning av värdena för skärlägena, jämfört med de data som anges i tabellerna, används diamantcirkeln irrationellt och med en ökning av uppvärmningen ökar.
Cirklar "krona" De produceras med två typer av buntar (baserat på brons och kobolt baserat med tillägg av brons), så de är målade i två färger, gul och grön. Gulens hjul är utformade för skärning av mjukare material: marmor, gips, gips, kakel, keramiska plattor och halvädelstenar och gröna färgcirklar för fasta material: granit, kvartsit, labradorit, naturliga stenar, kisel. Diameter D Circle "Crown" överstiger inte 400 mm.
Skärningen av nästan alla cirklar "krona" måste produceras på en skärmaskin, vilket ger en konstant vattenförsörjning. Men nyligen visade det cirklar av "Crown" -diametern upp till 230 mm för torr skärning av keramiska plattor. För att göra detta kan du använda den vanliga "bulgariska".
Praktiska rekommendationer
Det bör noteras att materialets skärning 1m2 är dyrare än "Turbo" -cirkeln och Turbo-segmentet är dyrare än segment.Den nya skärcirkeln är först säker på att vrida ca 5 minuter, hålla "bulgariska" med en klädd höljescirkel från sig själv. Faktum är att när man transporterar i cirkelfallet bildas mikroskopiska sprickor, vilket kan leda till förstörelsen av cirkeln.
Med intensiv gnistning och uppvärmning av cirkeln, skär skärningen, lyfter cirkeln ovanför materialet i ca 10 sekunder och fortsätter sedan att arbeta med ett reducerat foder.
När en cirkel "Turbo" på metallförstärkningen i processen med skärförstärkt betong bör minskas med cirka 30-50%.
Efter det fullständiga slitage på diamantsegmenten, släng inte bort fallet med segmentcirkeln. Splitstone Företaget attackerar honom nya diamantsegment, vilket gör att du kan spara cirka 20% av kostnaden för en ny cirkel.
Rekommenderade skärlägen med kroncirklar
| Diameter d, mm | Färgcirkel | Rotationsfrekvens, varvtal | Klipp djup, max., Mm | Mata, m / min | Obligatorisk kraft, kW | Vattenförbrukning, L / min |
|---|---|---|---|---|---|---|
| 110. | Gul | 7000-10000 | femton | 0,4. | 1.2-1.4 | 5-10. |
| Grön | 4200-6000 | 0,3. | ||||
| 115. | Gul | 7000-10000 | 0,4. | 1,4-1,6 | ||
| Grön | 4200-6000 | 0,3. | ||||
| 150. | Gul | 5000-7600. | tjugo | 0,4. | 1.8-2.0 | |
| Grön | 3200-4500 | 0,3. | ||||
| 180. | Gul | 4200-6300 | 40. | 0,6 | 2,0-2.2 | |
| Grön | 2600-3700 | trettio | 0,4. | |||
| 250. | Gul | 3000-4600 | 65. | 0,6 | 2.2-2.4 | 10-15 |
| Grön | 2000-2700. | femtio | 0,4. | |||
| 300. | Gul | 2250-3800. | 65. | 0,8-1,0 | 2,4-26 | 12-17 |
| Grön | 1600-2200. | femtio | 0,5-0,7 | |||
| 350. | Gul | 2200-3300. | 80. | 0,8-1,0 | ||
| Grön | 1400-2000. | 60. | 0,5-0,7 | |||
| 400. | Gul | 2000-2900 | 80. | 0,8-1,0 | 2,6-2,8. | 20-25 |
| Grön | 1200-1700. | 60. | 0,5-0,7 |
Cirklar "turbo" Bekvämt genom att du kan skära dem med "bulgariska".
För att minska kontaktområdet med materialet i den diamantfria skiktets sidoyta finns det lutande spår, och det blir vågliknande. Nu berörs det bara av vågornas hörn, och luften, fångad av spåren, ger bra kylning. Tvingad kylning med vatten i det här fallet behöver du inte använda.
Sådana cirklar produceras med tre typer av buntar (baserat på brons, baserat på brons med tillsats av järn och kobolt eller baserat på kobolt med tillsats av brons), så färg, tre färger gul, blå och grön. Gula cirklar är utformade för torrskärning av marmor, keramik och kakel, gips, takplattor, kalksten, bränd och silikat tegelsten, blå - för medelhårdhetsmaterial: Curb Stone, Chamotte Tegel, Skiffer, Solid Marmor, "Lung" Betong, Cirklar Grön färg- för fasta material: granit, "tung" betong och betong med ett fast fyllmedel.
Deras diameter överstiger inte 300 mm, och de flesta chassi - 230 mm, som bestäms av storleken på det vanliga bulgariska höljet. Om det tillåter sin makt, är det ibland inställt på eller utan en höljesstorlek eller utan att ta med cirkelns diameter till 254 mm.
Rekommenderade skärlägen med turbocirklar
| Diameter d, mm | Färgcirkel | Rotationsfrekvens, varvtal | Klipp djup, max. / Dream Circle, mm | Mata, m / min | Obligatorisk kraft, kW |
|---|---|---|---|---|---|
| 110. | Gul | 9000-14000 | 15/15 | 0,2 | 0,6 |
| Blå | |||||
| Grön | |||||
| 115. | Gul | 9000-14000 | |||
| Blå | |||||
| Grön | |||||
| 125. | Gul | 8000-1200. | 1,0 | ||
| Blå | |||||
| Grön | |||||
| 150. | Gul | 7000-10000 | 20/20 | 1,2 | |
| Blå | |||||
| Grön | |||||
| 180. | Gul | 6000-8000 | 40/25 | 0,3. | 1,6 |
| Blå | |||||
| Grön | |||||
| 230. | Gul | 5000-7000 | 60/30 | 2,0 | |
| Blå | |||||
| Grön | |||||
| 254. | Gul | 4600-6500 | 65/30 | 0,4. | 2,2 |
| Blå | |||||
| Grön | |||||
| 300. | Gul | 3800-5000 | 80/30 | 2,6 | |
| Blå | |||||
| Grön |
Segmentcirklar Tillåtet att uppnå högre prestanda på grund av det faktum att de skurna fragmenten av materialet faller i spåren mellan segmenten och avlägsnas på samma sätt som när skivsågen skärs utan att störa skärningen. Diametern hos en sådan cirkel kan vara stor, eftersom segmenten är gjorda separat och sedan löds till cirkelkroppen med silverlödd eller svetsning med lasersvetsning. Nästan alla kräver kylning med vatten, och en stor nödvändig effektkrafter användningen av speciella dyra skärmaskiner, som nämns i rapporten från den "nya dörröppningen i översynen" (se. IVDN7 (9) 1998).
Metoden för val av buntypen och med lasersvetsning, det är möjligt att göra segmentcirklar med en diameter av 254 mm för torr skärning och tegel, vilket möjliggör användning av "bulgariska".
Rekommenderade skärningslägen Segmentcirklar
| Diameter d, mm | Skivat material | Rotationsfrekvens, varvtal | Klipp djup, max. / Dream Circle, mm | Mata, m / min | Obligatorisk kraft, kW | Vattenförbrukning, L / min |
|---|---|---|---|---|---|---|
| 230. | Marmor | 5200-4800 | 60/30 | 0.1-2.0 | 1.8-2.0 | 8-12. |
| Granit | 2200-3300. | 50/25 | 0,3-1,0 | |||
| Betong | 3000-4800 | 50/25 | 2.0-10.0 | 5-8 | ||
| W / betong | 2000-3200 | 50/20 | 1.5-8.0 | |||
| 254. | Marmor | 4500-4000 | 80/35 | 0.1-2.0 | 2,0-2.4 | 8-12. |
| Granit | 1900-2800. | 60/30 | 0,3-1,0 | |||
| Betong | 2500-4200. | 70/30 | 2.0-10.0 | 5-8 | ||
| W / betong | 1600-2800. | 70/25 | 1.5-8.0 | |||
| 300. | Marmor | 3200-3800 | 100/40 | 0.1-2.0 | 2.4-3.5 | 10-15 |
| Granit | 1600-2300. | 80/40. | 0,3-1,0 | |||
| Betong | 2000-3800. | 90/40 | 2.0-10.0 | 8-10. | ||
| W / betong | 1200-2400. | 90/30 | 1.5-8.0 | |||
| 350. | Marmor | 2700-3300 | 100/40 | 0.1-2.0 | 3.0-4.5 | 10-15 |
| Granit | 1400-2000. | 80/40. | 0,3-1,0 | |||
| Betong | 1650-3300. | 90/40 | 2.0-10.0 | 8-10. | ||
| W / betong | 1000-1600 | 90/35 | 1.5-8.0 | |||
| 400. | Marmor | 1650-3300. | 140/40 | 0.1-2.0 | 4.5-6.0 | 15-20. |
| Granit | 1200-1700. | 100/40 | 0,3-1,0 | |||
| Betong | 1400-2900. | 100/40 | 2.0-10.0 | 10-15 | ||
| W / betong | 800-1200 | 90/35 | 1.5-8.0 |
I Turbo-segmenterade cirklar Segment med en vågliknande sidoyta av det diamantiska skiktet är svetsade med lasersvetsning till cirkelkroppen. Waich Crodoach kombinerade de bästa egenskaperna hos segmentcirklar och turbocirklar: de ger hög prestanda torrskärning.
Fast "splitstone" Det utvärderar effektiviteten av diamantkretsar med hjälp av en speciellt utvecklad teknik. Användningen bestäms av kostnaden för skärning av 1m2 av materialet och skärcirkelns resurs som det totala ytan av materialets sänkt tvärsnitt i 1m2 och tre grader av kretsens kvalitet (asparul) kan definieras - standard silver, premium guld och professionell platina. Ju högre kvaliteten på cirkelns kvalitet, desto högre är dess resurs och kostnaden, men beroende är sådan att det för en stor mängd arbete är mer lönsamt att förvärva cirklarna av högre kvalitet.
Externt skilja cirklarna av samma typ och med en bunt, men olika kvalitet är möjlig med kroppens färg: En mörkare ton motsvarar en högre grad av kvalitet, till exempel blå (standard silver), blå (premiumguld) och mörkblå (professionell platina).
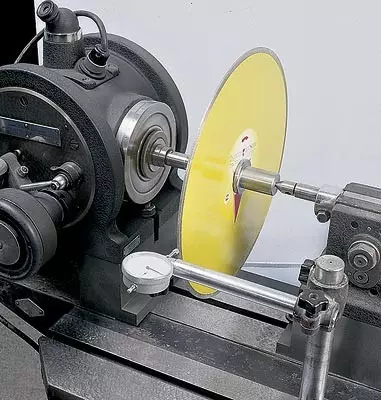
Varje skärcirkel av den nya konstruktionen testas för att bestämma de verkliga värdena för skärnings-, resurs- och prestationsläge, och varje skärhjul, tillverkat till salu, är för-försäljningskontroll. Men i alla fall bör instruktioner om användningen göras till diamantskärningscirkeln, vilket bör försiktigt läras för att inte skada under arbetet med ett höghastighetsverktyg.
Effektiviteten av Turbo Diamond Circles enligt utvärderingen av Splitstone
| Diameter Crod lagerhöjd Breddskikt, mm | Resurs VM2 / Kostnad 1m2 Klipp, $ | |||||
| Marmor | Granit | Betong | ||||
| Standard silver | ||||||
|---|---|---|---|---|---|---|
| 1102,26,0 | 10 | $ 2,2 | 2. | $ 3.0 | 3. | $ 4.0 |
| 1152,48,0 | 12 | 3. | 3. | |||
| 1252,28,0 | 17. | 3. | fyra | |||
| 1502,68,0 | tjugo | fyra | fyra | |||
| 1802,68,5 | 23. | fyra | fem | |||
| 2302,68,5 | 28. | 6. | 6. | |||
| 2542,68,5 | 35. | 6. | 6. | |||
| Premium guldkvalitet | ||||||
| 1102,26,0 | fjorton | $ 1,8. | 3. | $ 2,4. | fyra | $ 3.5 |
| 1152,48,0 | arton | fyra | fem | |||
| 1252,28,0 | tjugo | fyra | fem | |||
| 1502,68,0 | 23. | fem | 7. | |||
| 1802,68,5 | 27. | fem | åtta | |||
| 2302,68,5 | 35. | 7. | 10 | |||
| 2542,68,5 | 42. | åtta | elva | |||
| Kvalitet Professionell Platinum | ||||||
| 1102,26,0 | tjugo | $ 1,0 | fyra | $ 2,1 | 6.5 | $ 2,9 |
| 1152,48,0 | 23. | fem | 7. | |||
| 1252,28,0 | 24. | 5.5 | åtta | |||
| 1502,68,0 | 29. | 6. | nio | |||
| 1802,68,5 | 35. | åtta | 10 | |||
| 2302,68,5 | 45. | 10 | 13 | |||
| 2542,68,5 | femtio | 11,5. | femton |
Rapporten använder villkoren från GOST 9206-80 (ED.1987), GOST 10110-87 (Red.1998) och GOST 16115-88 (ED.1998)
Redaktörerna är tacksamma för företaget "Splitstone" för hjälp vid utarbetandet av rapporten