
Diamond cutting circle: Mga panuntunan sa pagpili, mga uri ng mga lupon, inirerekumendang mga mode ng pagputol, kahusayan ng turbo circles.



(Schop para sa dustproof o wala ito) ginagawang posible na gumamit ng isang cutting circle na may diameter na 254mm





Maximum maximum, ngunit walang dustlessness ay hindi epektibo. Na may pagkakaisa ng mga lugar na ito, ang kabaligtaran ay
Minsan ay may isang pangangailangan upang putulin ang isang piraso ng asbestos-semento pipe, brick, tile, granite o marmol slabs, bahagi ng reinforced kongkreto unit o isang bato block - sa pangkalahatan, solidong materyal sa gusali. At i-cut off eksakto, habang pinapanatili ang isang tiyak na laki. Posible upang malutas ang naturang problema sa tulong ng isang brilyante cutting circle, na naka-install sa isang cutting machine o isang portable cutting machine, at kadalasan - sa isang corner grinding machine, karaniwang tinatawag na Bulgarian.
Ang Diamond ay isang uri ng dalisay na carbon at ang pinakamahirap na materyal sa Earth, ngunit kapag pinainit sa itaas 800s ito ay irreversibly nagiging sa halip malambot grapayt. Sa pamamagitan ng kanilang brilyante bilog, halos anumang materyal ay maaaring i-cut, habang ito ay kinakailangan upang mahigpit na limitahan ang temperatura ng bilog. Ito ay para sa kadahilanang ito na ang isang brilyante bilog ay hindi ginagamit para sa pagputol metal, mas gusto ang nakasasakit bilog.
Ang mga diamante ay inilalapat sa kaso ng bakal ng bilog sa iba't ibang paraan. Ang pinaka-karaniwan ay ang isa kung saan libu-libong teknikal (artipisyal o likas) kristal ang laki mula0.2 to0.8 mm ay halo-halong may mas maliit na mga particle ng mga metal. Sa paggawa ng isang brilyante bilog, halimbawa, ang uri ng "korona" sa paligid ng perimeter ng isang manipis na bakal disk na may butas sa gitna ng halo na ito, isang singsing ng diameterd, taas at thicknesses, ay pinindot. Sa paggawa ng isang brilyante cutting circle na may panloob na pagputol gilid, ang parehong singsing ay pinindot sa gitna ng gitnang butas sa pabahay. Ang kasunod na sintering ng mga particle ng metal ay humahantong sa pagbuo ng isang frame ng panali, na gumaganap ng papel na ginagampanan ng rim para sa matibay na pag-aayos ng mga diamante. Ang pagputol ng bilog na may diamantik na layer sa paligid ng perimeter ay naka-install ng central planting hole sa drive shaft ng cutting machine, cutting machine, "Bulgarian".
Mga pangunahing patakaran para sa pagpili ng isang brilyante cutting circle.
Ang diameter ng bilog D ay mas mahusay na gawin ang maximum para sa kapangyarihan ng "Bulgarian" na ginamit, ngunit hindi hihigit sa 254mm, kung hindi man ay magiging mahirap na magtrabaho dahil sa isang malaking metalikang kuwintas, lalo na kapag nagsisimula ang instrumento.Ang pinaka-mataas na kalidad na hiwa na walang chips ay magbibigay ng isang bilog ng "korona" na naka-mount sa isang cutting machine kapag gumagamit ng paglamig.
Para sa pagputol ng mga likas na materyales (marmol, granite, gabbro, quartzite) bilog na may isang paulit-ulit na gilid, mas mahusay na pumili ng makitid na grooves sa pagitan ng mga segment upang ibukod ang isang matalim, hindi kasiya-siya na tunog, at may isang pagputol ng kongkreto, mas malawak na mga grooves ay angkop upang madagdagan Produktibo.
Kapag ang cutting wheel diameter ng cutting circle ay mas malaki kaysa sa diameter ng Bulgarian baras, gamitin ang transition ring (maaari itong bilhin, halimbawa, sa kumpanya na "Splitstone"). Panoorin na hindi ito makagambala sa maaasahang pag-aayos ng bilog.
Ang iba't ibang mga cutting ng brilyante cutting circles ay ginagamit para sa pagputol nang walang paglamig o may sapilitang paglamig sa tubig. Ang isang bundle ng isang bilog ay pinili ayon sa komposisyon nang maingat, dahil hindi lamang ito dapat mapagkakatiwalaan ayusin ang mga diamante, kundi pati na rin upang mapaglabanan ang isang mataas na temperatura at isang makabuluhang mekanikal na pag-load.
Diamond cutting circles supply ng ilang dosenang mga kumpanya sa Russian market, halimbawa, Belgian Diamond-board, Italyano Diamond-D, Aleman Dronco at Bosch, Hilti mula sa Liechtenstein, Bulgarian Sparky, Ukrainian "Ukr-diamant", maraming mga tagagawa ng Tsino, pati na rin Bilang mga domestic firms na kung saan ay ang Moscow "Splitstone" at malapit sa Moscow Tomal. Kapansin-pansin na ang kumpanya na ipinahiwatig sa label ay hindi kinakailangan ang tagagawa nito. Ang mga tagagawa lamang ng angular grinding machine, cutting machine at cutting machine ay nag-aalok ng cut-off circles sa kanila sa ilalim ng kanilang brand. Ngunit sa anumang kaso, sa pabahay ng bilog o sa packaging nito, ang materyal ay dapat ipahiwatig, para sa pagputol kung saan ang bilog ay dinisenyo, o ang bilog na katawan ay pininturahan depende sa uri ng bundle o stick ang label ng parehong kulay.
Mga pangunahing uri ng mga circle cutting diamond.
| Gilid ibabaw | Pagputol gilid | |
|---|---|---|
| Solid. | Paulit-ulit | |
| Flat | "Crown" | Segment |
| Hugis ng alon. | "Turbo" | Segmented Turbo |
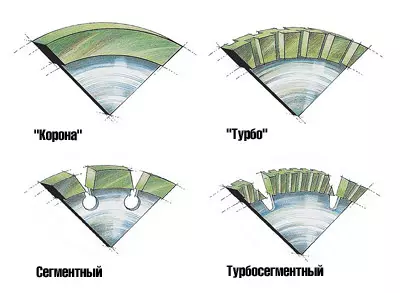
Ang brilyante cutting circle ay nakikilala ang hugis ng pagputol gilid at ang hugis ng gilid ibabaw ng diamantik layer. Ang pagputol gilid ng diamantik layer ay tumutukoy sa pagganap ng proseso at isang solid o paulit-ulit, nabuo sa pamamagitan ng mga segment ng bilog. Ang gilid ibabaw ng diamantik layer ay nakakaapekto sa paglabas ng init sa panahon ng pagputol at flat o wave-like. Ang iba't ibang mga kumbinasyon ng hugis ng pagputol gilid na may hugis ng gilid ibabaw ng diamantik layer na humantong sa paglikha ng apat na pangunahing uri ng brilyante cutting lupon. Ang apat na uri ng mga lupon ay tinutukoy bilang mga sumusunod: "Crown" (na may matatag na flat diamondic layer), "Turbo" (na may solid wave-like diamondi layer), segment (saber-tulad ng flat segment) at turbogene (na may brilyante -Like wave-like segment). Ang mga cutting circle na may paulit-ulit na pagputol gilid ay halos makahawig ng mga disk saws na may kakaibang anyo ng ngipin. Para sa karamihan ng mga lupon, ginagamit ang brilyante pulbos ng mga debeer ng kumpanya ng South African.
Ang mga bilog na "korona" ay nagbibigay ng pinakamaliit na pagkonsumo ng materyal at paghiwa-hiwain na may makinis na mga gilid, ngunit ang isang malaking lugar ng pakikipag-ugnay ng flat solid na dayam na layer na may materyal na humahantong sa paglalaan ng isang malaking halaga ng init. Ang dami na ito ay nakasalalay sa pag-ikot ng mga mode ng pagputol at ang paggalaw ng bilog (feed). Iyon ang dahilan kung bakit ang sapilitang paglamig ng mga lupon na may tubig ay halos palaging ginagamit, ang kinakailangang pagkonsumo ng kung saan ay depende sa diameter d ng bilog.
Ang ulat na ito ay gumagamit ng data sa mga bilog na brilyante at pagputol ng mga mode na naipon ng Shembong bilang isang resulta ng isang malaking bilang ng mga eksperimento.
Dapat pansinin na sa pagbawas sa mga halaga ng mga mode ng pagputol, kumpara sa data na tinukoy sa mga talahanayan, ang brilyante bilog ay ginagamit irrationally, at may isang pagtaas sa pagtaas ng heating nito.
Bilog "Crown" Ang mga ito ay ginawa na may dalawang uri ng mga bundle (batay sa tanso at kobalt batay sa pagdaragdag ng tanso), kaya pininturahan sila sa dalawang kulay, dilaw at berde, ayon sa pagkakabanggit. Ang mga gulong ng dilaw ay dinisenyo para sa pagputol ng mas malambot na materyales: marmol, plaster, drywall, mga tile, ceramic tile at semi-mahalagang bato, at mga berdeng kulay para sa mga solidong materyales: granite, quartzite, labrador, natural na mga bato, silikon. Ang diameter d bilog na "korona" ay hindi lalampas sa 400mm.
Ang pagputol ng halos lahat ng mga lupon na "korona" ay dapat na ginawa sa isang pagputol machine, na nagbibigay ng isang pare-pareho ang supply ng tubig. Ngunit kamakailan ay lumitaw ang mga lupon ng "korona" diameter ng hanggang 230mm para sa dry cutting ng ceramic tile. Upang gawin ito, maaari mong gamitin ang karaniwang "Bulgarian".
Mga praktikal na rekomendasyon
Dapat pansinin na ang pagputol ng 1m2 ng materyal ay mas mahal kaysa sa "turbo" na bilog, at ang Turbo-segment ay mas mahal kaysa sa segment.Ang bagong cutting circle ay unang sigurado na i-twist tungkol sa 5 minuto, na may hawak na "Bulgarian" na may isang bihis na casing circle mula sa kanyang sarili. Ang katotohanan ay na kapag nagdadala sa kaso ng bilog, microscopic cracks ay minsan nabuo, na maaaring humantong sa pagkawasak ng bilog.
Sa intensive sparking at heating ng bilog, pagputol ng pagputol, pagpapalaki ng bilog sa itaas ng materyal para sa mga 10 segundo, at pagkatapos ay patuloy na nagtatrabaho sa isang pinababang feed.
Kapag ang isang bilog na "Turbo" sa metal reinforcement sa proseso ng pagputol reinforced kongkreto ay dapat mabawasan sa pamamagitan ng humigit-kumulang 30-50%.
Matapos ang kumpletong pagsusuot ng mga segment ng brilyante, huwag itapon ang kaso ng bilog na segment. Ang Splitstone Firm ay umaatake sa kanya ng mga bagong di-diamantikong segment, na magpapahintulot sa iyo na i-save ang tungkol sa 20% ng gastos ng isang bagong bilog.
Inirerekomendang mga mode ng pagputol na may mga lupon ng korona
| Diameter D, MM. | Kulay ng bilog | Pag-ikot ng dalas, rpm | Gupitin ang lalim, Max., MM | Feed, m / min | Kinakailangang Kapangyarihan, KW. | Tubig consumption, l / min |
|---|---|---|---|---|---|---|
| 110. | Dilaw | 7000-10000. | labinlimang | 0.4. | 1.2-1.4. | 5-10. |
| Berde | 4200-6000. | 0,3. | ||||
| 115. | Dilaw | 7000-10000. | 0.4. | 1.4-1.6. | ||
| Berde | 4200-6000. | 0,3. | ||||
| 150. | Dilaw | 5000-7600. | Dalawampu | 0.4. | 1.8-2.0. | |
| Berde | 3200-4500. | 0,3. | ||||
| 180. | Dilaw | 4200-6300. | 40. | 0,6. | 2.0-2.2. | |
| Berde | 2600-3700. | Tatlumpung. | 0.4. | |||
| 250. | Dilaw | 3000-4600. | 65. | 0,6. | 2.2-2.4. | 10-15. |
| Berde | 2000-2700. | limampu | 0.4. | |||
| 300. | Dilaw | 2250-3800. | 65. | 0.8-1.0. | 2.4-26. | 12-17. |
| Berde | 1600-2200. | limampu | 0.5-0.7. | |||
| 350. | Dilaw | 2200-3300. | 80. | 0.8-1.0. | ||
| Berde | 1400-2000. | 60. | 0.5-0.7. | |||
| 400. | Dilaw | 2000-2900. | 80. | 0.8-1.0. | 2.6-2.8. | 20-25. |
| Berde | 1200-1700. | 60. | 0.5-0.7. |
Bilog "Turbo" Maginhawa sa na maaari mong i-cut ang mga ito gamit ang "Bulgarian".
Upang mabawasan ang lugar ng contact na may materyal sa gilid ng gilid ng brilyante-free layer, may mga hilig na grooves, at nagiging tulad ng alon. Ngayon ay hinawakan lamang ng mga vertex ng mga alon, at ang hangin, na nakuha ng mga grooves, ay nagbibigay ng mahusay na paglamig. Sapilitang paglamig sa tubig sa kasong ito hindi mo kailangang gamitin.
Ang ganitong mga lupon ay ginawa na may tatlong uri ng mga bundle (batay sa tanso, batay sa tanso na may pagdaragdag ng bakal at kobalt o batay sa kobalt sa pagdaragdag ng tanso), kaya kulay, ayon sa pagkakabanggit, tatlong kulay dilaw, asul at berde. Ang mga dilaw na lupon ay idinisenyo para sa dry cutting ng marmol, ceramic at tile, drywall, mga tile sa bubong, limestone, nasunog at silicate brick, asul - para sa mga materyal na katigasan ng katigasan: gilid ng gilid ng bato, chamotte brick, slate, solid marmol, "baga" kongkreto, mga lupon Green color- para sa solid materials: granite, "mabigat" kongkreto at kongkreto na may matatag na tagapuno.
Ang kanilang diameter ay hindi lalampas sa 300mm, at ang pinaka-chassis - 230 mm, na tinutukoy ng laki ng karaniwang pambalot ng Bulgarian. Kung pinapayagan nito ang kapangyarihan nito, kung minsan ito ay nakatakda sa o walang casing sizing o wala ito upang dalhin ang diameter ng bilog sa 254mm.
Inirerekumendang mga mode ng pagputol sa mga lupon ng turbo
| Diameter D, MM. | Kulay ng bilog | Pag-ikot ng dalas, rpm | Gupitin ang lalim, max / pangarap na bilog, mm | Feed, m / min | Kinakailangang Kapangyarihan, KW. |
|---|---|---|---|---|---|
| 110. | Dilaw | 9000-14000. | 15/15. | 0,2. | 0,6. |
| Asul | |||||
| Berde | |||||
| 115. | Dilaw | 9000-14000. | |||
| Asul | |||||
| Berde | |||||
| 125. | Dilaw | 8000-1200. | 1.0. | ||
| Asul | |||||
| Berde | |||||
| 150. | Dilaw | 7000-10000. | 20/20. | 1,2. | |
| Asul | |||||
| Berde | |||||
| 180. | Dilaw | 6000-8000. | 40/25. | 0,3. | 1,6. |
| Asul | |||||
| Berde | |||||
| 230. | Dilaw | 5000-7000. | 60/30. | 2.0. | |
| Asul | |||||
| Berde | |||||
| 254. | Dilaw | 4600-6500. | 65/30. | 0.4. | 2,2. |
| Asul | |||||
| Berde | |||||
| 300. | Dilaw | 3800-5000. | 80/30. | 2.6. | |
| Asul | |||||
| Berde |
Mga lupon ng segment Pinapayagan na makamit ang mas mataas na pagganap dahil sa ang katunayan na ang mga fragment na hiwa ng materyal ay nahulog sa mga grooves sa pagitan ng mga segment at inalis sa parehong paraan tulad ng kapag ang disk saw ay pagputol, nang hindi nakakasagabal sa pagputol. Ang diameter ng naturang bilog ay maaaring malaki, dahil ang mga segment ay hiwalay na ginawa, at pagkatapos ay soldered sa bilog katawan na may pilak solder o weld na may laser hinang. Halos lahat ng mga ito ay nangangailangan ng paglamig sa tubig, at isang malaking kinakailangang kapangyarihan pwersa ang paggamit ng mga espesyal na mahal na pagputol machine, na kung saan ay nabanggit sa ulat ng "bagong pintuan sa overhaul" (tingnan ang IVDN7 (9) noong 1998).
Ang paraan ng pagpili ng uri ng bundle at may laser welding, posible na gumawa ng mga lupon ng segment na may diameter ng 254mm para sa dry cutting concrete at brick, na nagbibigay-daan sa paggamit ng "Bulgarian".
Inirerekumendang Cutting Modes Segment Circles.
| Diameter D, MM. | Hiwa materyal | Pag-ikot ng dalas, rpm | Gupitin ang lalim, max / pangarap na bilog, mm | Feed, m / min | Kinakailangang Kapangyarihan, KW. | Tubig consumption, l / min |
|---|---|---|---|---|---|---|
| 230. | Marmol | 5200-4800. | 60/30. | 0.1-2.0. | 1.8-2.0. | 8-12. |
| Granite. | 2200-3300. | 50/25. | 0.3-1.0. | |||
| Kongkreto | 3000-4800. | 50/25. | 2.0-10.0. | 5-8 | ||
| W / concrete. | 2000-3200. | 50/20. | 1.5-8.0. | |||
| 254. | Marmol | 4500-4000. | 80/35. | 0.1-2.0. | 2,0-2.4. | 8-12. |
| Granite. | 1900-2800. | 60/30. | 0.3-1.0. | |||
| Kongkreto | 2500-4200. | 70/30. | 2.0-10.0. | 5-8 | ||
| W / concrete. | 1600-2800. | 70/25. | 1.5-8.0. | |||
| 300. | Marmol | 3200-3800. | 100/40. | 0.1-2.0. | 2.4-3.5. | 10-15. |
| Granite. | 1600-2300. | 80/40. | 0.3-1.0. | |||
| Kongkreto | 2000-3800. | 90/40. | 2.0-10.0. | 8-10. | ||
| W / concrete. | 1200-2400. | 90/30. | 1.5-8.0. | |||
| 350. | Marmol | 2700-3300. | 100/40. | 0.1-2.0. | 3.0-4.5. | 10-15. |
| Granite. | 1400-2000. | 80/40. | 0.3-1.0. | |||
| Kongkreto | 1650-3300. | 90/40. | 2.0-10.0. | 8-10. | ||
| W / concrete. | 1000-1600. | 90/35. | 1.5-8.0. | |||
| 400. | Marmol | 1650-3300. | 140/40. | 0.1-2.0. | 4.5-6.0. | 15-20. |
| Granite. | 1200-1700. | 100/40. | 0.3-1.0. | |||
| Kongkreto | 1400-2900. | 100/40. | 2.0-10.0. | 10-15. | ||
| W / concrete. | 800-1200. | 90/35. | 1.5-8.0. |
SA Turbo Segmented Circles. Ang mga segment na may isang landas na tulad ng wave ng braso ay welded na may laser welding sa bilog na katawan. Pinagsama ni Waich Croach ang pinakamahusay na katangian ng mga lupon ng segment at mga lupon ng turbo: nagbibigay sila ng mataas na pagganap ng dry cutting.
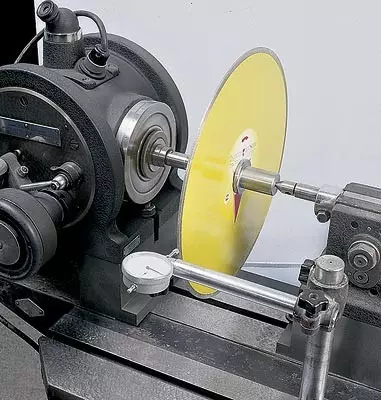
Matatag na "bagyo" Sinusuri nito ang pagiging epektibo ng mga lupon ng brilyante sa tulong ng isang espesyal na pamamaraan. Ang paggamit ay tinutukoy ng halaga ng pagputol ng 1m2 ng materyal at ang mapagkukunan ng cutting circle bilang kabuuang lugar ng seksyon ng cut cross ng materyal sa 1m2, at tatlong grado ng kalidad ng mga lupon (marahas) maaari ay tinukoy - karaniwang pilak, premium na ginto at propesyonal na platinum. Ang mas mataas ang kalidad ng kalidad ng bilog, mas mataas ang mapagkukunan nito at ang gastos, ngunit ang pagtitiwala ay tulad na para sa isang malaking halaga ng trabaho ito ay mas kapaki-pakinabang upang makuha ang mga lupon ng mas mataas na kalidad.
Panlabas na nakikilala ang mga lupon ng parehong uri at may isang bundle, ngunit iba't ibang kalidad ay posible sa pamamagitan ng kulay ng katawan: Ang isang mas madidilim na tono ay tumutugma sa isang mas mataas na antas ng kalidad, halimbawa, asul (karaniwang pilak), asul (premium ginto) at madilim na asul (propesyonal na platinum).
Ang bawat cutting circle ng bagong disenyo ay nasubok upang matukoy ang mga tunay na halaga ng pagputol, mapagkukunan at pagganap mode, at ang bawat cutting wheel, manufactured for sale, ay pre-sale control. Ngunit sa anumang kaso, ang mga tagubilin sa paggamit ay dapat gawin sa brilyante cutting circle, na dapat maingat na natutunan upang hindi maging sanhi ng pinsala sa panahon ng trabaho ng isang high-speed na tool.
Ang pagiging epektibo ng Turbo Diamond Circles ayon sa pagsusuri ng Splitstone
| Diameter crod. Layer taas Lapad layers, MM. | Resource VM2 / Cost 1m2 cut, $. | |||||
| Marmol | Granite. | Kongkreto | ||||
| Standard Silver. | ||||||
|---|---|---|---|---|---|---|
| 1102,26.0. | 10. | $ 2,2. | 2. | $ 3.0. | 3. | $ 4.0. |
| 1152,48.0. | 12. | 3. | 3. | |||
| 1252,28.0. | 17. | 3. | apat | |||
| 1502,68.0. | Dalawampu | apat | apat | |||
| 1802,68,5. | 23. | apat | lima | |||
| 2302,68,5. | 28. | 6. | 6. | |||
| 2542,68,5. | 35. | 6. | 6. | |||
| Premium Gold Quality. | ||||||
| 1102,26.0. | labing-apat | $ 1,8. | 3. | $ 2,4. | apat | $ 3.5. |
| 1152,48.0. | labing-walo | apat | lima | |||
| 1252,28.0. | Dalawampu | apat | lima | |||
| 1502,68.0. | 23. | lima | 7. | |||
| 1802,68,5. | 27. | lima | walong | |||
| 2302,68,5. | 35. | 7. | 10. | |||
| 2542,68,5. | 42. | walong | labing-isang | |||
| Kalidad ng propesyonal na platinum | ||||||
| 1102,26.0. | Dalawampu | $ 1.0. | apat | $ 2,1. | 6.5. | $ 2.9. |
| 1152,48.0. | 23. | lima | 7. | |||
| 1252,28.0. | 24. | 5.5. | walong | |||
| 1502,68.0. | 29. | 6. | Siyam. | |||
| 1802,68,5. | 35. | walong | 10. | |||
| 2302,68,5. | 45. | 10. | 13. | |||
| 2542,68,5. | limampu | 11.5. | labinlimang |
Ang ulat ay gumagamit ng mga tuntunin mula sa GOST 9206-80 (ED.1987), GOST 10110-87 (RED.1998) at GOST 16115-88 (ED.1998)
Nagpapasalamat ang mga editor sa kumpanya na "Splitstone" para sa tulong sa paghahanda ng ulat