
Vòng tròn cắt kim cương: Quy tắc lựa chọn, loại hình vòng tròn, chế độ cắt được khuyến nghị, hiệu quả của động cơ turbo.



(Schop cho chống bụi hoặc không có nó) làm cho nó có thể sử dụng một vòng tròn cắt với đường kính 254mm





Tối đa tối đa, nhưng không có bụi là không hiệu quả. Với sự trùng hợp của các khu vực này, ngược lại là
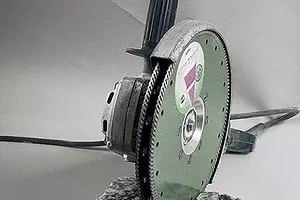
Đôi khi cần phải cắt một miếng ống xi măng amiăng, gạch, gạch, đá granit hoặc đá cẩm thạch, một phần của đơn vị bê tông cốt thép hoặc khối đá - nói chung, vật liệu xây dựng rắn. Và cắt chính xác, trong khi duy trì một kích thước nhất định. Có thể giải quyết vấn đề như vậy với sự trợ giúp của một vòng tròn cắt kim cương, được lắp đặt trên máy cắt hoặc máy cắt di động, và thường xuyên nhất - trên máy mài góc, thường được gọi là tiếng Bulgaria.
Diamond là một loại carbon tinh khiết và vật liệu cứng nhất trên trái đất, nhưng khi được làm nóng trên 800 giây, nó là biến đổi thành than chì khá mềm. Bằng vòng tròn kim cương của họ, hầu như bất kỳ vật liệu nào cũng có thể được cắt, trong khi vẫn cần phải hạn chế nghiêm ngặt nhiệt độ của vòng tròn. Đó là vì lý do này là một vòng tròn kim cương không được sử dụng để cắt kim loại, thích vòng tròn mài mòn.
Kim cương được áp dụng cho vỏ thép của vòng tròn theo nhiều cách khác nhau. Phổ biến nhất là loại trong đó hàng ngàn tinh thể kỹ thuật (nhân tạo hoặc tự nhiên) trong kích thước từ0,2 đến 0,8 mm được trộn với các hạt kim loại thậm chí nhỏ hơn. Ví dụ, trong sản xuất một vòng tròn kim cương, loại "vương miện" xung quanh chu vi của một đĩa thép mỏng với một lỗ ở giữa hỗn hợp này, một vòng có đường kính, chiều cao và độ dày, được ép. Trong việc sản xuất một vòng tròn cắt kim cương với cạnh cắt bên trong, cùng một vòng được ép xung quanh lỗ ở trung tâm. Sự thiêu kết sau đó của các hạt kim loại dẫn đến sự hình thành của một khung kết dính, đóng vai trò của vành để sửa chữa kim cương bền bỉ. Vòng tròn cắt với lớp kim cương xung quanh chu vi được lắp đặt bởi lỗ trồng trung tâm trên trục ổ đĩa của máy cắt, máy cắt, "Bulgaria".
Quy tắc cơ bản để chọn một vòng tròn cắt kim cương
Đường kính của vòng tròn D tốt hơn để tăng tối đa cho sức mạnh của "Bulgaria" được sử dụng, nhưng không quá 254mm, nếu không thì sẽ rất khó để hoạt động vì một mô-men xoắn lớn, đặc biệt là khi bắt đầu dụng cụ.Cắt giảm chất lượng cao nhất mà không có chip sẽ cung cấp một vòng tròn của "vương miện" được gắn trên máy cắt khi sử dụng làm mát.
Để cắt vật liệu tự nhiên (đá cẩm thạch, đá granit, grabbro, thạch anh) với một cạnh không liên tục, tốt hơn là chọn các rãnh hẹp giữa các phân đoạn để loại trừ một âm sắc sắc nét, khó chịu, và cắt bê tông, các rãnh rộng hơn là phù hợp để tăng năng suất.
Khi đường kính bánh xe cắt của vòng tròn lớn hơn đường kính của trục Bulgaria, hãy sử dụng vòng chuyển tiếp (ví dụ, nó có thể được mua trên công ty "Splitstone"). Xem rằng nó không can thiệp vào việc sửa chữa đáng tin cậy của vòng tròn.
Sự đa dạng của vòng tròn cắt kim cương được sử dụng để cắt mà không làm mát hoặc làm mát cưỡng bức bằng nước. Một gói của một vòng tròn được chọn theo thành phần rất cẩn thận, vì nó không chỉ nên sửa chữa đáng tin cậy các viên kim cương, mà còn để chịu được nhiệt độ cao và tải trọng cơ học đáng kể.
Vòng tròn cắt kim cương cung cấp vài chục công ty đến thị trường Nga, ví dụ, Board-Board-Diamond, Diamond-D Ý, Đức Dronco và Bosch, Hilti từ Liechtenstein, Bulgaria Sparky, Ukraine Ukrainia Ukrain-Diamant, cũng có nhiều nhà sản xuất Trung Quốc. Là các công ty trong nước trong đó là "Streplestone" Moscow và gần Moscow Tomal. Đáng chú ý là công ty được chỉ định trên nhãn không nhất thiết là nhà sản xuất của nó. Chỉ cần các nhà sản xuất máy mài góc, máy cắt và máy cắt cung cấp các vòng tròn cắt cho chúng dưới thương hiệu của họ. Nhưng trong bất kỳ trường hợp nào, trên vỏ của vòng tròn hoặc trên bao bì của nó, vật liệu phải được chỉ định, để cắt vòng tròn được thiết kế hoặc thân vòng tròn được vẽ tùy thuộc vào loại bó hoặc dán nhãn của cùng màu.
Các loại vòng tròn cắt kim cương chính
| Bề mặt bên | Cắt cạnh | |
|---|---|---|
| Chất rắn | Gián đoạn | |
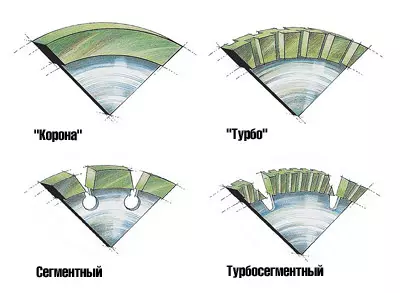
| Bằng phẳng | "Vương miện" | Bộ phận |
| Hình sóng | "Bộ tăng áp" | Turbo phân khúc. |
Vòng tròn cắt kim cương phân biệt hình dạng của cạnh cắt và hình dạng của bề mặt bên của lớp kim cương. Cạnh cắt của lớp kim cương xác định hiệu suất của quy trình và là một chất rắn hoặc không liên tục, được hình thành bởi các phân đoạn của vòng tròn. Bề mặt bên của lớp kim cương ảnh hưởng đến việc giải phóng nhiệt trong quá trình cắt và phẳng hoặc giống như sóng. Các kết hợp khác nhau của hình dạng của cạnh cắt với hình dạng của bề mặt bên của lớp kim cương dẫn đến việc tạo ra bốn loại vòng tròn cắt kim cương chính. Bốn loại vòng tròn này được gọi như sau: "Crown" (với một lớp kim cương phẳng rắn), "turbo" (với một lớp diamondi giống như sóng rắn), phân khúc (phân đoạn phẳng giống như saber) và turbogene (với kim cương -giống như phân đoạn giống như sóng). Cắt vòng tròn với cạnh cắt không liên tục rất giống với cưa đĩa với một dạng đuôi đặc biệt. Đối với hầu hết các vòng tròn, bột kim cương của các trình tẩy rửa của công ty Nam Phi được sử dụng.
Vòng tròn "Crown" cung cấp mức tiêu thụ nhỏ nhất của vật liệu và lát với các cạnh mịn, nhưng một diện tích tiếp xúc lớn của lớp kim cương rắn phẳng với vật liệu dẫn đến việc phân bổ một lượng nhiệt đáng kể. Số lượng này phụ thuộc vào các chế độ cắt xoay và chuyển động của vòng tròn (thức ăn). Đó là lý do tại sao việc làm mát buộc của các vòng tròn với nước hầu như luôn được sử dụng, mức tiêu thụ cần thiết phụ thuộc vào đường kính D của vòng tròn.
Báo cáo này sử dụng dữ liệu trên các vòng tròn kim cương và các chế độ cắt tích lũy bởi SleLstone do kết quả của một số lượng lớn các thí nghiệm.
Cần lưu ý rằng với việc giảm các giá trị của các chế độ cắt, so với dữ liệu được chỉ định trong các bảng, vòng tròn kim cương được sử dụng bất khả xâm phạm và với sự gia tăng của việc tăng gia nhiệt.
Vòng tròn. "Vương miện" Chúng được sản xuất với hai loại bó (dựa trên đồng và coban dựa trên việc bổ sung đồng), do đó chúng được sơn tương ứng hai màu, vàng và xanh lục. Các bánh xe màu vàng được thiết kế để cắt vật liệu mềm hơn: đá cẩm thạch, thạch cao, vách thạch cao, gạch, gạch men và đá bán quý và vòng tròn màu xanh lá cây cho vật liệu rắn: đá granit, thạch anh, labradorite, đá tự nhiên, silicon. Đường kính D CRIBLE "Crown" không vượt quá 400mm.
Việc cắt các vòng tròn "vương miện" gần như phải được sản xuất trên máy cắt, cung cấp nước không đổi. Nhưng gần đây đã xuất hiện các vòng tròn của "vương miện" đường kính lên tới 230mm để cắt khô gạch men. Để làm điều này, bạn có thể sử dụng "Bulgaria" thông thường.
Khuyến nghị thực tế.
Cần lưu ý rằng việc cắt 1m2 của vật liệu đắt hơn vòng tròn "turbo", và phân khúc turbo đắt hơn phân khúc.Vòng tròn cắt mới đầu tiên chắc chắn sẽ xoắn khoảng 5 phút, giữ "Bulgaria" với một vòng tròn vỏ bọc từ chính mình. Thực tế là khi vận chuyển trong trường hợp vòng tròn, các vết nứt siêu nhỏ đôi khi được hình thành, có thể dẫn đến sự phá hủy của vòng tròn.
Với sự lấp lánh và sưởi ấm mạnh mẽ của vòng tròn, cắt cắt, nâng vòng tròn lên trên vật liệu trong khoảng 10 giây, và sau đó tiếp tục làm việc với một nguồn cấp dữ liệu giảm.
Khi một vòng tròn "turbo" trên cốt thép kim loại trong quá trình cắt bê tông cốt thép nên giảm khoảng 30-50%.
Sau khi mài mòn hoàn toàn các phân đoạn kim cương, đừng vứt bỏ trường hợp của vòng tròn phân khúc. Công ty Splitstone tấn công anh ta các phân đoạn kim cương mới, sẽ cho phép bạn tiết kiệm khoảng 20% chi phí của một vòng tròn mới.
Đề xuất cắt chế độ với vòng tròn vương miện
| Đường kính D, mm | Vòng tròn màu | Tần số quay, vòng / phút | Cắt sâu, tối đa, mm | Thức ăn, m / phút | Sức mạnh cần thiết, KW | Tiêu thụ nước, l / phút |
|---|---|---|---|---|---|---|
| 110. | Màu vàng | 7000-10000. | mười lăm | 0,4. | 1.2-1.4. | 5-10. |
| màu xanh lá | 4200-6000. | 0,3. | ||||
| 115. | Màu vàng | 7000-10000. | 0,4. | 1.4-1.6. | ||
| màu xanh lá | 4200-6000. | 0,3. | ||||
| 150. | Màu vàng | 5000-7600. | hai mươi | 0,4. | 1.8-2.0. | |
| màu xanh lá | 3200-4500. | 0,3. | ||||
| 180. | Màu vàng | 4200-6300. | 40. | 0,6. | 2.0-2.2. | |
| màu xanh lá | 2600-3700. | ba mươi | 0,4. | |||
| 250. | Màu vàng | 3000-4600. | 65. | 0,6. | 2.2-2.4. | 10-15. |
| màu xanh lá | 2000-2700. | năm mươi | 0,4. | |||
| 300. | Màu vàng | 2250-3800. | 65. | 0,8-1.0. | 2.4-26. | 12-17. |
| màu xanh lá | 1600-2200. | năm mươi | 0,5-0,7. | |||
| 350. | Màu vàng | 2200-3300. | 80. | 0,8-1.0. | ||
| màu xanh lá | 1400-2000. | 60. | 0,5-0,7. | |||
| 400. | Màu vàng | 2000-2900. | 80. | 0,8-1.0. | 2.6-2.8. | 20-25. |
| màu xanh lá | 1200-1700. | 60. | 0,5-0,7. |
Vòng tròn. "bộ tăng áp" Thuận tiện ở chỗ bạn có thể cắt chúng bằng cách sử dụng "Bulgaria".
Để giảm diện tích tiếp xúc với vật liệu ở bề mặt bên của lớp không có kim cương, có các rãnh nghiêng và nó trở nên giống như sóng. Bây giờ nó chỉ được chạm bởi các đỉnh của sóng, và không khí, được chụp bởi các rãnh, cung cấp làm mát tốt. Buộc làm mát bằng nước trong trường hợp này bạn không cần sử dụng.
Các vòng tròn như vậy được sản xuất với ba loại bó (dựa trên đồng, dựa trên đồng với việc bổ sung sắt và coban hoặc dựa trên coban với việc bổ sung đồng), do đó, màu sắc tương ứng, ba màu vàng, xanh dương và xanh lá cây. Vòng tròn màu vàng được thiết kế để cắt khô đá cẩm thạch, gốm, vách thạch cao, ngói lợp, đá vôi, gạch đốt và gạch silicat, màu xanh - cho vật liệu cứng trung bình: đá kiềm, gạch Chamotte, đá phiến, đá cẩm thạch, hình tròn phổi Màu xanh lá cây- Đối với vật liệu rắn: Đá granit, bê tông nặng và bê tông với chất độn rắn.
Đường kính của chúng không vượt quá 300mm và khung gầm nhất - 230 mm, được xác định bởi kích thước của vỏ Bulgaria tiêu chuẩn. Nếu nó cho phép công suất của nó, đôi khi nó được đặt thành hoặc không có kích thước vỏ hoặc không có nó để mang đường kính của vòng tròn thành 254mm.
Đề xuất cắt chế độ với các vòng tròn turbo
| Đường kính D, mm | Vòng tròn màu | Tần số quay, vòng / phút | Cắt sâu, tối đa / vòng tròn trong mơ, mm | Thức ăn, m / phút | Sức mạnh cần thiết, KW |
|---|---|---|---|---|---|
| 110. | Màu vàng | 9000-14000. | 15/15 | 0,2. | 0,6. |
| Màu xanh da trời | |||||
| màu xanh lá | |||||
| 115. | Màu vàng | 9000-14000. | |||
| Màu xanh da trời | |||||
| màu xanh lá | |||||
| 125. | Màu vàng | 8000-1200. | 1.0.0. | ||
| Màu xanh da trời | |||||
| màu xanh lá | |||||
| 150. | Màu vàng | 7000-10000. | 20/20 | 1,2. | |
| Màu xanh da trời | |||||
| màu xanh lá | |||||
| 180. | Màu vàng | 6000-8000. | 40/25. | 0,3. | 1,6. |
| Màu xanh da trời | |||||
| màu xanh lá | |||||
| 230. | Màu vàng | 5000-7000. | 60/30 | 2.0. | |
| Màu xanh da trời | |||||
| màu xanh lá | |||||
| 254. | Màu vàng | 4600-6500. | 65/30 | 0,4. | 2,2. |
| Màu xanh da trời | |||||
| màu xanh lá | |||||
| 300. | Màu vàng | 3800-5000. | 80/30 | 2.6. | |
| Màu xanh da trời | |||||
| màu xanh lá |
Circle phân khúc Được phép đạt được hiệu suất cao hơn do thực tế là các mảnh cắt của vật liệu rơi vào các rãnh giữa các phân đoạn và được loại bỏ giống như khi máy cưa đĩa đang cắt, mà không can thiệp vào việc cắt. Đường kính của một vòng tròn như vậy có thể lớn, vì các phân đoạn được tạo riêng, và sau đó được hàn vào thân vòng tròn với hàn bạc hoặc hàn với hàn laser. Hầu như tất cả chúng đều cần làm mát bằng nước, và một lực lượng lớn cần thiết để sử dụng các máy cắt đắt đặc biệt, được đề cập trong báo cáo của "ô cửa mới trong đại tu" (xem. IVDN7 (9) vào năm 1998).
Phương pháp lựa chọn loại bó và với hàn laser, có thể tạo các vòng tròn phân đoạn với đường kính 254mm cho bê tông cắt khô và gạch, cho phép sử dụng "Bulgaria".
Khuyến nghị cắt chế độ phân đoạn
| Đường kính D, mm | Vật liệu thái lát | Tần số quay, vòng / phút | Cắt sâu, tối đa / vòng tròn trong mơ, mm | Thức ăn, m / phút | Sức mạnh cần thiết, KW | Tiêu thụ nước, l / phút |
|---|---|---|---|---|---|---|
| 230. | Đá hoa | 5200-4800. | 60/30 | 0,1-2.0. | 1.8-2.0. | 8-12. |
| Đá granit. | 2200-3300. | 50/25. | 0,3-1.0. | |||
| Bê tông | 3000-4800. | 50/25. | 2.0-10.0. | 5-8. | ||
| W / bê tông | 2000-3200. | 50/20 | 1.5-8.0. | |||
| 254. | Đá hoa | 4500-4000. | 80/35. | 0,1-2.0. | 2,0-2.4. | 8-12. |
| Đá granit. | 1900-2800. | 60/30 | 0,3-1.0. | |||
| Bê tông | 2500-4200. | 70/30. | 2.0-10.0. | 5-8. | ||
| W / bê tông | 1600-2800. | 70/25. | 1.5-8.0. | |||
| 300. | Đá hoa | 3200-3800. | 100/40 | 0,1-2.0. | 2.4-3.5. | 10-15. |
| Đá granit. | 1600-2300. | 80/40. | 0,3-1.0. | |||
| Bê tông | 2000-3800. | 90/40 | 2.0-10.0. | 8-10. | ||
| W / bê tông | 1200-2400. | 90/30 | 1.5-8.0. | |||
| 350. | Đá hoa | 2700-3300. | 100/40 | 0,1-2.0. | 3.0-4.5. | 10-15. |
| Đá granit. | 1400-2000. | 80/40. | 0,3-1.0. | |||
| Bê tông | 1650-3300. | 90/40 | 2.0-10.0. | 8-10. | ||
| W / bê tông | 1000-1600. | 90/35. | 1.5-8.0. | |||
| 400. | Đá hoa | 1650-3300. | 140/40. | 0,1-2.0. | 4,5-6.0. | 15-20. |
| Đá granit. | 1200-1700. | 100/40 | 0,3-1.0. | |||
| Bê tông | 1400-2900. | 100/40 | 2.0-10.0. | 10-15. | ||
| W / bê tông | 800-1200. | 90/35. | 1.5-8.0. |
TRONG Turbo phân đoạn vòng tròn Các phân đoạn với bề mặt bên giống như sóng của lớp kim cương được hàn bằng hàn laser với thân vòng tròn. Waich Croach kết hợp các tính chất tốt nhất của vòng tròn phân khúc và vòng tròn turbo: chúng cung cấp cắt khô hiệu suất cao.
Công ty "Splitstone" Nó đánh giá hiệu quả của các vòng tròn kim cương với sự trợ giúp của một kỹ thuật phát triển đặc biệt. Việc sử dụng được xác định bởi chi phí cắt 1m2 của vật liệu và tài nguyên của vòng tròn cắt làm tổng diện tích của mặt cắt cắt của vật liệu trong 1m2 và ba độ của chất lượng của vòng tròn (kiến nhất) có thể được xác định - Bạc tiêu chuẩn, vàng cao cấp và bạch kim chuyên nghiệp. Chất lượng của chất lượng của vòng tròn càng cao, tài nguyên của nó càng cao và chi phí, nhưng sự phụ thuộc là cho một lượng lớn công việc, lợi nhuận lớn hơn để có được các vòng tròn chất lượng cao hơn.
Bên ngoài phân biệt các vòng tròn cùng loại và với một gói, nhưng chất lượng khác nhau là có thể bằng màu của cơ thể: một tông màu tối hơn tương ứng với mức độ chất lượng cao hơn, ví dụ như màu xanh lam (bạc tiêu chuẩn), màu xanh (vàng cao cấp) và màu xanh đậm (bạch kim chuyên nghiệp).
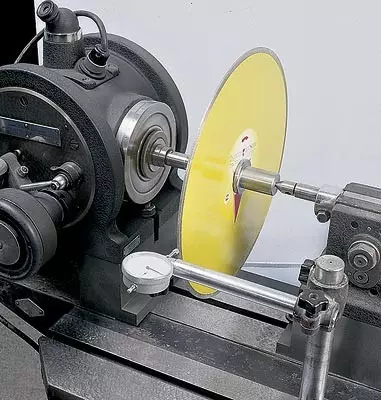
Mỗi vòng tròn cắt của thiết kế mới được thử nghiệm để xác định các giá trị thực của chế độ cắt, tài nguyên và hiệu suất và mỗi bánh xe cắt, được sản xuất để bán, là kiểm soát trước khi bán. Nhưng trong mọi trường hợp, hướng dẫn sử dụng nên được thực hiện cho vòng tròn kim cương, cần học cẩn thận để không gây thương tích trong công việc của một công cụ tốc độ cao.
Hiệu quả của vòng tròn kim cương turbo theo đánh giá của stechstone
| Đường kính mô hình. chiều cao lớp Lớp rộng, mm | Tài nguyên VM2 / Chi phí cắt 1m2, $ | |||||
| Đá hoa | Đá granit. | Bê tông | ||||
| Tiêu chuẩn bạc. | ||||||
|---|---|---|---|---|---|---|
| 1102,26.0. | 10. | $ 2,2. | 2. | $ 3.0. | 3. | $ 4.0. |
| 1152,48.0. | 12. | 3. | 3. | |||
| 1252.28.0. | 17. | 3. | bốn. | |||
| 1502.68.0. | hai mươi | bốn. | bốn. | |||
| 1802,68,5. | 23. | bốn. | số năm | |||
| 2302,68,5. | 28. | 6. | 6. | |||
| 2542,68,5. | 35. | 6. | 6. | |||
| Chất lượng vàng cao cấp | ||||||
| 1102,26.0. | mười bốn | $ 1,8. | 3. | $ 2,4. | bốn. | $ 3,5. |
| 1152,48.0. | mười tám | bốn. | số năm | |||
| 1252.28.0. | hai mươi | bốn. | số năm | |||
| 1502.68.0. | 23. | số năm | 7. | |||
| 1802,68,5. | 27. | số năm | tám. | |||
| 2302,68,5. | 35. | 7. | 10. | |||
| 2542,68,5. | 42. | tám. | mười một. | |||
| Chất lượng bạch kim chuyên nghiệp | ||||||
| 1102,26.0. | hai mươi | $ 1.0. | bốn. | $ 2,1. | 6.5. | $ 2,9. |
| 1152,48.0. | 23. | số năm | 7. | |||
| 1252.28.0. | 24. | 5,5. | tám. | |||
| 1502.68.0. | 29. | 6. | chín | |||
| 1802,68,5. | 35. | tám. | 10. | |||
| 2302,68,5. | 45. | 10. | 13. | |||
| 2542,68,5. | năm mươi | 11,5. | mười lăm |
Báo cáo sử dụng các điều khoản từ GOST 9206-80 (ED.1987), GOST 10110-87 (Red.1998) và GOST 16115-88 (ED.1998)
Các biên tập viên biết ơn về công ty "Splitstone" để được trợ giúp trong việc chuẩn bị báo cáo