
如何選擇正確的盧布。幾種模型的比較特徵。分析表。







每個木匠,無論是專業還是業餘愛好者 - 都知道銀行的價格。當您需要搖擺,嚴格,定制未經處理的木材時,刨床將成為一個不可或缺的助手。但是在手冊難以困難的地方,它的電動研究員會收入,結合工作的速度,輕鬆和準確性。
對於任何掌握,電力園區的主要優點之一是可靠性和人體工程學之外的一組配件,允許您完成任務,理論上僅供木工機器:四分之一選擇,倒角,電路板的處理強化床。但是說說實際的優勢,沒有必要忘記經濟,因為未經處理的董事會花費幾乎是更便宜的兩倍。
工作原理
任何帶刀具的旋轉滾筒的主要部分都固定在它上。像木材一樣的攻擊具有不均勻的結構,然後為了通過光滑地獲得表面,旋轉滾筒的電動機必須是非常強大的(從580到900W的漸漸視圖中)並具有比每分鐘10000 Merps。從電動機到滾筒的旋轉運動使用齒形驅動帶傳遞,並且由於它不時磨損並且需要更換,因此將其放置在可拆卸的殼體下方。發動機上的另一個可拆卸的殼體可通出進入煤電刷。旋轉時的旋轉速度和恆定轉速的電子維護幾乎完全排除電動機的過載時,旋轉速度的平滑增加。
由鑄鋁製成的平面鞋底分為兩部分,位於滾筒後面和後面。鞋底的後固定部分在已經鋒利的木頭上滑動,前部在尚未加工的表面上移動,具有調節高度的能力,設置所需的芯片厚度,即切割深度。調整由手柄或按鈕執行,該按鈕通常執行第二手柄的功能。工作時,刨床應以恆定速度移動,其值取決於所採取的芯片的厚度。
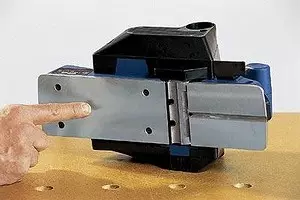
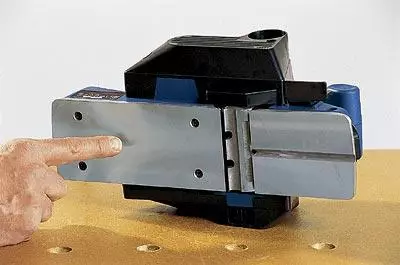
許多電解箱在一側有旋轉鼓。這使得可以在工件的整個長度沿著直角選擇一個四分之一(如果需要一次刪除比它一次的較大圖層,這可以在幾次通過中完成。通常包括側限制器,允許您在沒有大量努力的情況下選擇一個所需寬度的四分之一。此外,在使用此設備的型號上,您可以找到一個保護折疊套管,在魯布的常用工作期間,在盧布的常規工作中,當您開始選擇四分之一時,升起。
在選擇時
唯一。其表面的光滑,摩擦越小,延伸的表面越大,均勻。在鞋底和木材之間的操作期間形成的氣囊不允許切割相同的厚度。該問題由製造商鞋底解決了縱向凹槽。在鞋底的前部,位於長度的字母V(以90)的形式中的一個或多個凹槽用於從工件的拐角中移除倒角。
在鞋底前面的高度調整期間,它可以垂直上升,並且對於某些型號(AEG,Metabo,Ryobi) - 同時對角線。鞋底距離刀具不斷距離,提供薄,光滑的切片。鞋底的長度和寬度會影響在操作期間的Rubanka運動的穩定性和平滑度。
把手。要沿著這種重型機器作為電挖的處理表面移動,兩個手柄總是比一個手柄更好。後部允許您按下該工具,它也與強制性的雙安全系統為位於它“開始/停止”。前一個手柄只引導Electrolableak的運動,它允許您工作“Sensuma”。如果在加工板的盡頭太多,可以刪除太多的木層。
調整過濾芯片的厚度。由於調整旋鈕有時用作第二把手,因此它通常用內部凹口進行,因此應抬起它時,否則 - 否則您可以不恰當地擊倒指定的芯片厚度。沒有此類缺口的手柄(Makita)允許您直接在GO上調整此參數,但不會消除不期望的切換的可能性。
切換步驟通常為0.1mm,但每台機器都可能具有它們的差異。因此,例如,放在“0”,一些規則(Bosch,Peugeot,Skil)仍然取下芯片。我們更喜歡規模低於零(AEG,Festo,Blackdecker,Makita,Metabo,Ryobi)的車輛。
刀。在所有大理石中,有兩種雙面可拆卸刀具來自Tolframa Carbide。但大多數製造商還提供來自硬化鋼的刀具,使用支撐所需的銳化角度調諧。其中一個測試板(Festo)有一個帶有特殊橫截面的單刀,通過想像力固定在鼓上,這使得所謂的“螺旋”切割。這使您可以更快地銳化電路板和非常高的質量。
由於定心槽的直接硬質合金刀具容易放入其鍛造的位置,又將其插入鼓槽中。召回的硬化刀具必須更徹底對準相對於彼此的高度。 Achetoba取代了“螺旋”刀(展開進入螺絲刀),只需幾秒鐘即可。
保護刀具。彼此相關的兩種類型的互連裝置是從與刀具接觸的接觸來補充手指和加工表面。
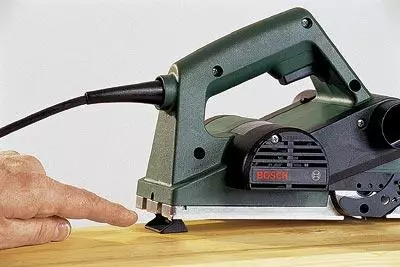
鞋底底部有兩種保護。 UblackDecker,Bosch,Festo和Metabo有一條腿(或焦點),自動發射,略微抬起鞋底的背面。 AEG和SKIL清潔乾淨清潔器完全關閉硒鼓。根據該模型,當在側面或側面的特殊槓桿接觸時,該殼體可以自動上升,或者甚至更好地,可以在前手柄上時移動。戀愛,在工作結束後習慣,將刨床放在傳動帶的一側。
在彈簧上的保護板的側面封閉滾筒的邊緣,並且當選擇四分之一時,隨著刨床加深到樹中,升起。
選擇芯片。直接選擇芯片消除了他們堵塞的計劃,但它們在房間周圍擴散。彈出釋放(Bosch,Festo,Metabo,Ryobi)的重點促進了他們的清潔。袋子必須適應相當大量的芯片,但同時不太繁瑣。解決問題的良好解決方案是真空吸塵器的連接,但是,它不能完全擺脫垃圾。
側限制器和深度Hencer。側限制器與深度計組合精確地設定過濾芯片的厚度和寬度。為了削減角落,一些限制器(Festo,Metabo,標致)從0傾斜0到45.當授予薄型時,側限制器有助於給出速度良好的平衡。來自所有配件,必須包括這兩個。
實際優勢。人體工程學在手柄方便和加工方坯的準確性方面發揮著重要作用。從手柄的傾斜直接取決於Rubankka的準確性和推動的力量。在相當寬闊的手柄上,有一個“開始/停止”斗篷及其熔絲,易於用一隻手操作。手柄和調整按鈕之間的間隙簡化了後者的使用。 electrolograke是如此安排,他們可以在一方面選擇一個四分之一的距離,左撇子可能會遇到一些困難。一種相當大的重量,使刀具良好的平衡,但是,當處理電路板“sensuma”或者當有許多時,它變成了乾擾。最後,對於通常必須轉移到一些距離的植物,優選地長電源線。
平面工作的目的是使表面盡可能平滑,同時保持指定的尺寸。在用直刀拍攝工作後,結果並不總是令人滿意。延伸表面略微波動,這對應於刀的兩個連續通道之間的截止距離。這些波之間的距離不僅取決於計劃移動的速度,還取決於刀具的高度相對於彼此的高度。使用帶有“螺旋”刀的電解時,這些波浪消失。
配件。對於電氣規則,有許多配件。例如,用於粗加工的不同尺寸的硬化鋼的波浪刀。
允許您安裝快門固定的設備,同時將其轉換為自動Fuganok和刨床。這是非常方便的,但在工作時,您必須特別仔細安全。
結論
我們報告中所代表的計劃處理的表面非常相似,除了Festo沒有給出小海浪。如果您比較每台機器的功率和人體工程,則工作的差異是可見的。
“質量/價格”的最佳比例在Ryobi和Bosch中代表。第一個非常符合人體工程學,並且具有相當強大的鼓式製動器,也是安全的。第二,滾筒開始平穩旋轉,該模型在循環方面非常方便,具有良好的切割特性和四分之一。 BlackDecker賄賂高功率,最長的鞋底,合理的價格和保修2年。 AEG更昂貴的刨床通過內置蓋板良好保護,可以做一個非常寬的切片,但它很重。 Skil配備舒適的防護套管,將為業餘愛好者提供照顧他的安全。 Peugeot模型的Au如果季度的厚度選擇並留下了很多要求,價格是我們審查的汽車中最低的。
我們估計了循環和Festo模型的循環和特徵的便利性。對於所有這些指標,您可以忘記相當高的價格。 Makita強大且可靠的刨床將滿足最苛刻的。特別有價值的工作,需要精細的飾面,它可以在去的情況下調整切片的厚度。 Aochine Compact Metabo與電子速度控制具有如此優勢,但其優點重疊高成本,並產生噪音。
| 模型 | AEG. HBE 800。 | 勒切爾。 KW 725。 | 博世。 PHO 35-82 C. | Festo。 EHL 65 E. | Makita。 1923 H. | 元雅博。 HO 883。 | 標致。 RA 2082 C. | Ryobi。 l 183 S. | skil。 2 H9。 |
|---|---|---|---|---|---|---|---|---|---|
| 力量,W | 800。 | 900。 | 850。 | 720。 | 850。 | 800。 | 580。 | 750。 | 705。 |
| 速度,Vol。/ min。 | 11000。 | 14000。 | 10500。 | 15600。 | 16000。 | 14000。 | 16600。 | 15000。 | 15000。 |
| 寬度切,mm | 102。 | 82。 | 82。 | 65。 | 82。 | 82。 | 82。 | 82。 | 82。 |
| 拍攝的芯片的最大厚度,mm | 2。 | 2.5 | 3.5 | 四 | 3.5 | 3. | 2。 | 3. | 2。 |
| 最大選擇季度,mm | 22。 | 21。 | 24。 | 23。 | 23。 | 二十 | 十五 | 23。 | 22。 |
| 步進調整薄膜芯片的厚度,mm | 0.1。 | 0.1。 | 0.1。 | 0.1。 | 連續的 | 0.1。 | 0.1。 | 0.1。 | 0.25。 |
| 鞋底長,mm | 283。 | 321。 | 290。 | 259。 | 294。 | 250。 | 290。 | 315。 | 300。 |
| 鞋底的類型 | 用溝裡 | 用溝裡 | 用溝裡 | 用溝裡 | 用溝裡 | 用溝裡 | 光滑,帶孔 | 用溝裡 | 用溝裡 |
| 側限制器 | 有 | 不是 | 不是 | 有 | 有 | 有 | 有 | 有 | 不是 |
| 重量,kg. | 3,580 | 3,380 | 2,900 | 2,460 | 3,340。 | 3,180. | 3,040。 | 3,220 | 2,960 |
| 手柄的便利 | 優秀的 | 優秀的 | 優秀的 | 非常舒服 | 非常舒服 | 優秀的 | 好的 | 優秀的 | 優秀的 |
| 鼓的開始旋轉 | 光滑的 | 鋒利的 | 光滑的 | 非常平滑 | 鋒利的 | 鋒利的 | 鋒利的 | 很尖 | 鋒利的 |
| 噪音水平,DB | 86。 | 91。 | 86。 | 80。 | 92。 | 95。 | 93。 | 88。 | 93。 |
| 巴拉班停止時間,秒。 | 四 | 6。 | 四 | 2。 | 四 | 五 | 五 | 一 | 五 |
| 保護刀具 | 套管 | 緊固件腿 | 緊固件腿 | 緊固件腿 | 缺席的 | 緊固件腿 | 缺席的 | 缺席的 | 套管 |
| 繩索的長度,m | 2,44。 | 3,15. | 3,93 | 3.72。 | 2。 | 四 | 2.24。 | 2,45。 | 2.57 |
| 傳入配件 | 側限制器與標記,鍵 | 用於吸入芯片的聯軸器管 | 鑰匙 | 側限制器,深度計,芯片,吸管,鑰匙,手提箱 | 邊限制器,深度鞋跟,吸入芯片的連接管,鑰匙,刀銳化夾具 | 側面斜限制器,深度Hencer,2降壓 | 側面斜限制器,深度Hencer,2降壓 | 側限制器,螺絲刀鑰匙,鍵 | 深度師,鑰匙 |
| 保證 | 1年 | 2年 | 1年 | 1年 | 1年 | 1年 | 1年 | 1年 | 2年 |
| 優點 | 優點:電子控制提供滾筒旋轉的平滑開始,怠速穩定;寬;良好的均衡;額外的手柄,帶自動折疊外殼的刀具保護;低噪聲。 減數:由於其長度而不方便地使用鍵;緊張的輪子調節切割深度;沒有調整芯片的方向;大量重量。 | 優點:安裝厚度超過2.5mm後,通過自動返回到零的芯片厚度輕鬆調節;防滑材料結;良好的均衡和穩定;包括用於吸入芯片的連接管;鞋底; 2年保修。 減數:安全按鈕關閉;很多噪音;沒有調整芯片的方向;長長的滾筒;套件不包括側限制器和切割深度限制器。 | 優點:電子控制,提供滾筒旋轉的平滑開始和恆定速度;易於處理;設置芯片的方向;吸盤管;一個按鈕執行用於調節切割深度和控製手柄的功能;非常好的可見標記規模;易於刪除案例的鑰匙。 減數:在安裝最大切割深度時,平面的唯一遠離硒鼓;按鈕設置海濱發射方向非常緊;套件不包括側限制器和切割深度限制器。 | 優點:非常平滑的鼓的旋轉開始;較小的高度和人體工學手柄造成的良好平衡;低重量; “螺旋”刀提供光滑,沒有混蛋去除木層和低噪音水平,儘管處理過的表面是光滑的,但沒有波浪;非常快的刀改變;芯片的大厚度;限制芯片厚度;設置芯片的方向;包括行李箱和配件。 減數:沒有安全系統的張;調整旋鈕非常大 - 它可以作為第二把手;高價。 | 優點:可靠,緊湊且穩定的機器;在課程上調整切片的厚度而不會導致寬管到吸入芯片;簡單地調節側限制器,可連接在兩側;顯著的切片厚度。 減數:沒有芯片的方向安裝;一個非常大的調整手柄很可能是第二個手柄;刀不受保護;網絡線短很多噪音;沒有安全系統的gashet。 | 優點:可調節的芯片排放,允許您連接真空吸塵器;良好的穩定性;便利的位置在外殼Rubankka六角鑰匙;切割深度調節旋鈕用作額外的手柄,塗有防滑材料;分區非常明確;長繩。 減數:很多噪音;鞋底短缺;滾筒旋轉的相當急劇開始;高價。 | 優點:適度的價格;傳入的橫向傾斜限制器和深度Hencer;通過孔的鞋底防止在鞋底和處理過的表面之間發生安全氣囊。 減數:小力量;在字母V形式的鞋底上沒有凹槽去除倒角;未受保護的刀具;切割厚度少;不受芯片發射的調節方向;很多噪音;側面保護刀僅在犧牲深度限制器的費用。 | 優點:電動制動器,瞬間停止鼓;優秀的人體工程學; 2輛車;側限制器快速連接到兩側中的任何一個;輕鬆旋轉到芯片的右側或左芯片釋放;用劃分明確規模。 減數:不受保護的刀具;鼓的旋轉旋轉非常尖銳;沒有切割深度限制器。 | 優點:只需簡單地按下第二把手,刀具的保護殼被釋放;可伸縮鍵盤;在字母V形式的鞋底上拆下倒角;用施加的分裂削減壽命的限制器; 2年保修。 減數:從案例中難以提取十六進制密鑰;有必要與第二把手非常謹慎處理,因為在它下面有一個切割深度調節旋鈕;很多噪音;滾筒旋轉的急劇開始;沒有調整芯片和側限制器的方向。 |