
用於選擇手動鋸的建議,用於鋸切各種材料,牙齒閃爍技術,有用的提示。

順序
用文件的牙齒銳化:




Turtsev稀釋手鋸:




a)帶有通用牙齒的鋼鋸,
b)與教堂喝酒
c)鋸用於片材
d)Lobzik Saw,
e)雜貨鋸,
e)Loaky Saw,
g)雙手鋸
h)edged saw


當使用電動工具時,由於缺乏電力,或者是危險的高濕度,您必須記住通常的手鋸......
多樣性和持續改進的細木工電動工具 - 電鋸,電局存,電氣,簡化了木材的處理,並顯著降低了人體上的物理施加。它足以將工具連接到網絡或電池,並且在沒有很多努力的情況下在執行工作的過程中將其發送到所需的一側。今晚在使用電動工具的情況下,由於缺乏電力,或者俱有高濕度的危險,必須記住常用的手動木工工具。
一點關於這些術語。在這兩個職業中,木匠和木匠更願意首先,繼Chekhov Luke Alexandrych的論點之後,解釋他的蛇口節:“你,栗子,昆蟲生物,沒有別的。一個人與木匠的木匠相同......“
使用手動工具,當然,比電動更複雜,因為你需要有時間用肌肉努力將其施加到行動中,同時應用專業技術和技能。然而,通過一定的技能,成品的質量根本不會受到影響。操作手動工具時的情感載荷與健身房的課程不那麼有用。
最常見的手動儀器之一是手動鋸,在每個家庭中都可以使用,似乎知道一切。但是,瑞典山德維克,美國斯坦利,德國穩定拉,丹麥艾門,芬蘭Pikotera,荷蘭優質,西班牙阿斯科納和福卡,法國超級,以及許多俄羅斯工廠,例如,Izhevsky,Nizhevsky,Nizhne Novgorod和Nizhne Novgorod和Novosibirsk繼續改進手動鋸並將其供應到我們的市場。
更多關於條款的更多信息。談到在國內文學中作為鋸工作的結果,通常使用三個等效的術語,並挖掘和丙基。在任何前綴存在下,這些詞的共同根本的國家特徵直觀地導致側面關聯。因此,顯然,第一項選為俄羅斯的黑客標準,作為最樂觀的。
選擇牙齒的主要規則
同時同時看到它更容易,至少為8-10顆牙齒。然而,具有大牙齒的鋸片快速鋸,但是,由於從同時工作齒數量不足而導致的振動,罐的切口邊緣不均勻。
牙齒小牙齒的工具由於從切割中除去鋸末的複雜性而慢,但同時切割的邊緣是更清潔的。
使用大纖維木材的橫向鋸製造商,使用大齒或TPI = 7-3.5(T = 3.5-6.5mm)更方便,具有常規鋸 - 平均齒或TPI = 9-7(t = 3-3.5mm),具有精確的鋸切齒或TPI = 13-9(T = 2-3mm),最後,用於超薄木工工作,用細牙或用TPI = 16-13(T = 1.5-2 mm),甚至具有TPI = 19(T = 1.25mm)。
為了有效地使用肌肉加熱器的肌肉力,大齒的鋸片應足夠長 - 550-650mm,帆布中長度為450-550mm,細牙齒至350mm。
在帆布的一個行程中的每個齒鋸被切入材料到其高度的一部分,逐漸形成所需的深度。為了切割牙齒材料的纖維,鋸必須具有鋒利的刀片,其用文件,磨圓或研磨桿銳化。如果鋸鋸沒有硬化,則更容易處理具有三角形或菱形截面的文件。
手鋸的牙齒的尺寸也影響性能和鋸切的便利性,並且避免了牙齒步驟,這些齒步是在一些不那麼在俄羅斯的國家衡量的。 UNAS表示字母T並測量VMM作為鄰近齒頂之間的距離(例如,T = 2.5mm)。在各國方面,它由TPI(每英寸的英語短語牙齒的交叉拼寫拼寫)表示,並通過英寸的齒數(例如,TPI = 7或7zubyev /英寸)來測量。這是由於這些國家從過時的“思想”措施的持續過渡,這些國家的措施衡量(英語基礎)和英寸(荷蘭語Duim-thumb),對普遍接受的國際公制SI系統。這就是為什麼在某些導入的手動鋸上表示TPI中的齒步驟,這可以通過TPI的值計數為25.4毫米的步驟T,並將獲得的私有歸一鍵入值,乘以0.5mm。
為了讓帆佈在材料中沒有jin,在排出牙齒之後,他們在離婚後,交替地屈曲,左左側,第二右,第三,第四,右側等。結果是離婚的牙齒使其比避難帆布的厚度寬。
所採用頂部的距離應受到限制,距離不足,分離離婚實際上沒有給任何東西,並且距離太多距離看到它變得更加困難,因為牙齒的其他部分開始工作和刀片一起。結果,將大量材料翻譯成鋸末。要確定最佳牙齒離婚量,您可以使用下圖。
快速,最重要的是,鋸的牙齒的擊穿並不是那麼簡單。木匠用特殊的鑰匙養牙齒,帶有槽 - “接線”,甚至用螺絲刀或斧頭的螺絲刀。在沒有技能的情況下,使用特殊鉗子和一組探頭將有助於精確地培育鋸的牙齒。
根據鋸的目的,其牙齒可能具有相同和不同的形狀。木材的纖維用直的三角形牙齒看到了木材,它切割和直接,並且在兩側的傾斜磨削的葉片葉片的反向行程中。沿著纖維的木材用刀具的刀具鋸,頂部有一個狹窄的鑿子,具有帆布的直接過程。這種牙齒相當沒有切割,但刮纖維,但它是驚人的,切割的牆壁被清潔比在第一種情況下更平滑。沿著纖維喝兩者,同樣的鋼鋸應具有通用齒,這略微傾斜在直齒前。這種工具的生產率更少,因為它僅在僅移動“擠壓”時切割,並且在沿相反方向驅動時,投入努力。斯坦利提供了他自己的直接牙齒版本,使它們更高,尖銳的26和頂部頂部的角度更高。形成的三個面的銳化允許通過直接和反向移動的同樣成功鋸切,因此這種牙齒被稱為射流切割,這對應於齒的定義,用於高速鋸切。
為了提高生產率並提高鋸壁的質量,以及具有相同形式的牙布的帆布,越來越多地使用具有特殊組合的帆布3-5齒。因此,在鋸切厚木材(木材,日誌,睡眠者,押人)時,帆布的振動和“彈跳”常常使用具有可變齒步的鋸。鋸的鋸齒狀的木材更有效地對網,有四個直的三角形牙齒,與一個雙型“狼”齒交替,除去由前四顆牙齒分開的木纖維。 Sandvik製造了HT的帆布,每個第三齒比其他牙齒短,稀釋,剩下的牙齒是直的。這種帆布鋸得更快,良好地保持切割的直接性,隨著橫向鋸切的橫向鋸,隨著縱向鋸切的50%提高了20%的操作效率。
工匠發明了他們自己的Saw銳化選項。所以Sergey Fedorovich Zyubin,他的愛好製作了一個細木工工具,每一顆鋸的牙齒都能縮短和直的牙齒,剩下的牙齒 - 有一種銳化,可以讓你幾乎沒有離婚牙齒。
有時為了有效地使用肌肉努力,其最大值落在鋸片的中間,與中心部分的鍵相比,帆布的端部的直線凸起大約三分之一。這顯著降低了每個飛行員的開始和結束時所需的努力。
鋼鋸片應採用耐用,耐用,耐用。第一個物業提供尖銳牙齒的長期操作而沒有鈍,第二個屬性降低了故障的可能性,第三個是有助於保存工具性能,例如,消除了捲曲曲率的可能性在舉行期間。如果經過特殊熱處理,從高質量的鋼彎曲幅材然後急劇釋放,它應該迅速恢復原始形狀,從而發布輕量級。為了確保帆布的硬度和彈性之間的最佳比率,通常可以生產不僅生產工具,而是為其產生和熱處理鋼,例如Sandvik公司。
許多喝了切割刀片由於硬化沒有暴露在一切帆布上,而是只有牙齒。這允許您將刀具銳度保持在5倍。這種鋸可以與牙齒的通常的藍黑色區分開。它特別有效地鋸切刨花板,纖維板,層狀塑料,石膏和材料的增強材料,具有可變硬度,在厚度 - 多層膠合板,發泡混凝土,固體纖維。唯一的警告是鋸切“在指甲”中的危險,因為隨後以傳統方式恢復這種鋸的切割能力不太可能成功。
為了使用軟材料進行體積工作,並且對於切割邊緣的質量而不是過於嚴苛的要求,例如,對於粗糙的鋸切原木,您應該選擇具有大齒的鋸。大量的鋸末可以得分小解僱窪地並防止牙齒的滲透到材料中。
對於固體材料,如橡木,山毛櫸,蜱,你應該用中牙鋸。對於非常堅固(塑料,鋁)和木材材料的鋸材廠應該優選牙齒的工具,這不會讓飲料粘在材料中,不會導致網上的運動不均勻和斜面手術。
最後,為了獲得切割的純邊緣,它應該以低鋸切的速度和所有列出的案例完成,以使用具有最小牙齒的鋸。
在首先將帆布上的特殊聚合物塗層塗在帆布上,增加其抗膛性能並提供鋸切,其次,它在鋸切濕材料和儲存工具時提供幅材的耐腐蝕性。具有聚合物塗層的這種粘膜的厚度為1mm。
正確選擇的鋸不是全部。對於不同類型的工作,手鋸的各種設計也使用。其中只有八個:鋼鋸,喝一座教堂,鋸用於板材,管道鋸,凹槽鋸,咬鋸,雙手鋸和邊緣鋸。有時,所列物種包括一個Lobzik,它可以被認為是一個弧形的一個奇特的“弟弟”。
通常用於具有纖維或分層結構的縱向和橫向鋸材,使用具有通用齒的鋼鋸。用男性鋸用於處理電路板的邊緣並與愚蠢的工作。腹股溝鋸看起來像一個帶教堂的鋸,但有一個較窄的畫布和小牙齒,所以可以削減尖刺的連接和睫毛。鋼袋使帆布具有更大的剛性,允許將其厚度降低至0.5mm。
例如,對於膠合板鋸(有時被稱為葬禮鋸),使用鋸材。在該工具的圓形前面切割額外的牙齒,以將其嵌入片材的中間。過濾器鋸設計用於鋸切狹窄的地方和復雜的曲線電路。它比jigsik難以艱難,但它經常更方便地工作。
基本鋸,其長度通常比高度大2-4倍,用於粗糙鋸切日誌和用於執行準確的木工。這種多功能性通過其拉伸帆布的高剛性來解釋,以及爸爸鋸和家具的鋸,可以具有高達0.5mm的厚度。
可能,雙手鋸是在我國發明的,因為在進行工作時,兩者都在不同的方向,只有“自我”。它用於任何厚度的粗糙鋸木木和坯料。邊緣的鋸在樹木上的修剪分支和樹枝上是必不可少的,因此它也被稱為花園鋸。它是在折疊版(如Perico刀)中產生的,並且在允許使用六個擴展器的實施例中。
Sandvik公司用牙齒的必要步驟簡化了鋸的選擇。將四種顏色中的一種的明亮三角形應用於每個鋸的帆布表面:用於木材的藍色工具(原木,木材);中型木材(板,酒吧)的綠色工具;紅色 - 用於小型木材(軌道,柱,Plinth,DeCCAR),最後,黃色特殊用途鋸(凹槽,插頭,用於片材)。
當用小巧牙齒的精細鋸進行複雜的工作時,特殊裝置通常用於鋸切時帆布的方向。傳統設計的茬是一個木箱,鋸片牆上有槽。插槽位於三個方向並類似於羅馬數字。隨著時間的推移,STUSLA的槽的寬度增加,它們出現在邊緣上,這使得鋸切的準確性造成的準確性,因此,工作質量。
選擇用於鋸切各種材料的手鋸齒工具的建議
| 材料 | 用以下材料厚度在TPI(T IN MM)中的齒步 | |||
|---|---|---|---|---|
| 高達6毫米 | 6-15毫米 | 15-30毫米 | 超過30毫米 | |
| 木頭 | ||||
| 柔軟的 | 13-9(2-3) | 9-7(3-3,5) | 7(3.5) | 5(5) |
| 中等硬度 | 13(2) | 9-7(3-3,5) | 7(3.5) | 7(3.5) |
| 難的 | 13(2) | 9(3) | 9-7(3-3,5) | 9-7(3-3,5) |
| 分層 | 13(2) | 13-11(2-2.5) | 9(3) | 9(3) |
| 纖維板 | ||||
| 絕緣材料 | 9(3) | 7(3.5) | 7(3.5) | |
| 牆板 | 9(3) | 9(3)-7(35) | 7(35) | |
| 堅固的纖維 | 13(2)-9(3) | 9(3) | 7(35) | |
| 壓制板材 | ||||
| 柔軟的 | 13-9(2-3) | 9(3)-7(3.5) | 7(3.5) | |
| 中等硬度 | 13-9(2-3) | 9(3)-7(3.5) | 7(3.5) | |
| 堅硬的 | 13-9(2-3) | 9-7(3-3,5) | 9-7(3-3,5) | |
| 層壓板 | 13-9(2-3) | 13-9(2-3) | 9-7(3-3,5) | |
| 單層或多層膠合板 | 13-11(2-2.5) | 9(3)-7(3.5) | 9(3)-7(3.5) | |
| 泡沫混凝土 | 9(3) | 9-7(3-3,5) | 9-7(3-3,5) | |
| 石膏 | 9(3) | 9-7(3-3,5) | 9-7(3-3,5) | |
| 薄片塑料 | ||||
| 柔軟的 | 13(2) | 9(3) | 9-7(3-3,5) | |
| 堅硬的 | 13-9(2-3) | 9-7(3-3,5) | 9-7(3-3,5) | |
| 鋁 | 13(2) |
紅色數字 - 帆布與硬化的牙齒
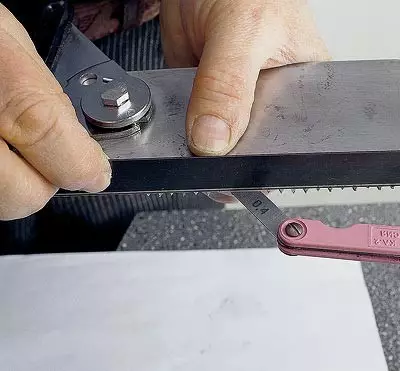
現代化的金屬站得更容易,更容易,更重要的是更方便,並且可以安裝用於鋸切和左手。該帆布通過彈簧板牢固地支撐,這不會自由地干擾鋸。當使用這種捕丸時,鋸片可以均勻地展開到木纖維到15。該裝置將確保所得切割多年來的正確性和準確性。
對於鋸切小部件而不是柄,它有時被Tsugu使用。它是電路板或多層膠合板的矩形段,具有兩個條,從相對側刷塗。 Tsulauha放在工作台上並將下部條放在桌子的邊緣。該物品放置在Tsulagi的頂部平面上並按下上桿,比電路板寬度短,決定了鋸切的方向。
許多公司出售鋸的鋸,其牙齒通過專門穿著斜坡蓋子封閉,使得它們不會隨意吹來。這種情況可以自身製造,沿著相應直徑的橡膠或塑料管切割。如果長時間不使用鋸,有必要用機油擦拭鋼鋸刀片,放在牙齒上的牙齒上,然後選擇一個存儲工具的地方。
買手鋸時,製造商通常會舉行年度保修,但良好的護理,該工具更長。
最後幾個有用的提示
在放置未來切割時,有必要考慮其寬度,以便您可以在計劃的線路上切割並承受正確的尺寸。
鋸應該移動到腹板的整個長度,拉緊手的刷子,肩部的肌肉和身體的上部。鋸的寬步驟使得更容易從切割中刪除鋸末。首先,您需要略微略微切割成材料,然後繼續鋸切而在帆布上沒有強大的壓力,提供切削刀具重量。
如果鋸粘在泡菜和彎曲中,那麼原因可以是牙齒的小離婚,或鋸材結構的特徵。在第二種情況下,您可以在鋼鋸刀片上塗上少量的蠟或肥皂,以及插入自製楔形物。
當鋸切薄層材料或木材時,大齒更好地以低角度移動到表面(不超過15-25)。 VKONTAKTE與材料同時應為至少三五顆牙齒,以排除切割其單個碎片的可能性。
為了使材料,尤其是樹,在切割末端沒有分裂,應該放在它的底部平面木製吧。因此,您正在防止工作台的參考表面。
該報告使用來自GOST 26215-84“HEOKE HERKOV”的條款。
編輯們感謝Sandvik的區域代表到Alexei Pavlovich Veslelkov,以幫助製備材料。