
Montáž plastových trubek lze provádět s vlastními rukama pomocí jednoduchého svařovacího zařízení pro fúzní difuzní svařování. Řekneme, jak.


Polypropylenové trubky jsou široce používány v přítomnosti pro pokládání vodních trubek a potrubí topných systémů v soukromých domech.

Když se PPP-trubky a armatury zahřívají na konverzi svařovacího stroje, nastane lokální depolymerace polypropylenu, a s těsným vyrovnáním povrchů svařovaných trubek a jejich chlazení dochází k difúze materiálu materiálu a repo-měření. Když jsou tedy pozorovány všechny jemnosti svařovací technologie, stočené povrchy trubek a armatur se stávají jednou z celku.



Sekce svařovaného kloubu


Zařízení pro rozptýlené bublinkové svařování polypropylenových trubek
Chcete-li pracovat, budete potřebovat:
- Truborez. Nejčastějším možností je nůžky pro řezání trubek. Takový potrubí však nezaručuje ani ostré a částečně deformovat potrubí. Více dokonce dosahuje dosaženo při použití kruhových trubek pro plastové trubky. V nepřítomnosti speciálního řezného nástroje, můžete použít házetku s jemným zubem a pahýlkem.
- Střelec. Při použití zesílené kovové fóliové fólii v topných systémech a přívodu horké vody, aby se zabránilo separaci stěn trubek během hydrodarů při vysokých teplotách, doporučuje se vyjmout vnitřní fóliovou vrstvu až do 2 mm. Také, dopravce vám umožní dostat rovnou prack řezání a odstranit možné otřepy.
- Pravítko a tužka. Potrubí musí být měřena a poznamenejte si doporučenou hloubku svařování. Pokud nedodržíte trubky trubek v armaturách během svařování, mohou být vytvořeny válečky z polypropylenu uvnitř, zavěšený lumen trubek. Také značky na trubku a armatur budou užitečné pro svařovací trubky v určité vzájemné poloze.
- Alkoholové ubrousky. Místo svařování polypropylenové trubice musí být pečlivě narušeno a rozmazáno, aby se zabránilo tvorbě kapiláry pohybuje v tloušťce svařitelného materiálu.
- Svařovací zařízení s výměnnými komorovými tryskami (Dorn spojky). Pro většinu případů bude vhodný pro pravidelný a levný svařovací stroj s topným tělesem ve tvaru meče s výkonem do 1 kW. Takové zařízení může poskytovat svařování trubek o průměru do 63 mm. Profesionální svařovací stroje se vyznačují větším výkonem, přesností teplotního nastavení. Také profesionální zařízení současně zahřívá dva páry vstupu různých průměrů, aby nedošlo k času na jejich výměnu, když potrubí svařují různé průměry. Pro svařování PPP trubek v hard-to-REACH míst jsou svařovací stroje s tenkým kulatým topným tělesem, které mohou být umístěny jak přímo, tak v úhlu 90 stupňů. Proklení pro takové svařovací stroje jsou vyrobeny jako jediné celé číslo s otvorem pro topný prvek mezi spojkou a Dorn. Při výběru svařovacího stroje je důležité věnovat pozornost oddělení v soupravě, která má být pokryta teflonovým anti-stick povlakem (označený jako PTFE), aby se zabránilo plastu na konverzi. V domácím použití jsou dostatečné dva světelné indikátory topení: červená (indikátor provozu) a zelená (indikátor dosažení nastavené teploty). Rukojeť regulátoru topení musí mít jasnou kalibraci a dobrou fixaci ve vybrané poloze. Na stánku svařovacího stroje nebude přebytečná upínací svorka: umožňuje zařízení zajistit tak, aby se nepohyboval, když se zahřáté konektory potrubí.

Svařovací stroj pro polypropylenové trubky
Jaké jsou polypropylenové trubky?
Pro provoz v jednoduchých vodovodních systémech v městských podmínkách si můžete vybrat PPP trubky všech výrobců. Pro přívod studené vody se používají neozbrojené trubky, a pro zásobování teplé vody - vyztužené skleněnými vlákny nebo fóliovými trubkami (pokud se zahřívá 10 ° C, jsou vyztužené polypropylenové trubky vedeny pouze 0,3 mm na uvíznutý metr a neozbrojené trubky jsou vedeny 1,5 mm).


Při výběru trubek PPP pro systémy vytápění a vodovodních systémů venkovských domů na jejich vlastnosti stojí za to pozorněji vidět. Dražší trubky jsou vyrobeny z moderního polymeru, který má lepší pružnost a odolný vůči účinkům zvýšeného tlaku. Polymery přidávají barviva, která zvyšují odolnost trubek na účinky UV paprsků a antioxidanty, které zpomalují chemickou degradaci materiálu (stárnutí polymerů). Na fotografii: polypropylenové trubkové vodní potrubí
Také drahé PPP trubky mají zesílení skleněných vláken, což nepřispívá ke separaci trubkových stěn při svařovacích vadách, jako v trubkách s výztužnou kovovou fólií. Deriózní PPP trubky se snadno rozlišují při menší tloušťce stěn trubek a lepší pružnosti, zejména při chlazení. Takové trubky jsou lépe konfrontovány náhodným zmrazením vody v nich - protahování bez rušivé integrity.

Řez zesílených skleněných vláken a neozbrojených polypropylenových trubek
Jak pájet polypropylenové trubky s vlastními rukama
- PPP trubky a armatury musí získat pokojovou teplotu, kde budou provozovány. Nelze okamžitě svařovat trubky přinesené zimy nebo zahřáté sluncem.
- Řezačky jsou instalovány na svařovacím stroji, teplota 260 ° C je nastavena na regulátor. Pro rychlé vytápění musíte zapnout dvě klíče. Když je dosaženo provozní teploty, žárovka se předjíždějí. Druhý klíč je po tom vypnut.
- Potrubí a armatury jsou připraveny pro svařování: trubky jsou oříznuty do velikosti, řezy jsou oříznuty, je třeba poznamenat hloubku svařování a povrchová svařovaná je různorodá a odmašťována.
- Když je provozní teplota dosažena na svařovacím stroji, svařované části přicházejí do trysek bez otáčení. Jakmile se potrubí a montáž začalo posouvat na hádky - 7 sekund (pro 25 mm potrubí) začíná: 21, 22, ... 27. Potrubí se pohybuje na značku nebo tužku (trysky umožňují vynásobit trubky o něco hlouběji než požadovanou hodnotu). Pak vypouští trubku a montáž. Doba ohřevu trubek různých průměrů je uvedena v níže uvedené referenční tabulce.
- Rychle a bez otáčení připojujeme trubku a montáž. Nepřemažte prvky příliš mnoho, jinak se váleček vytvoří uvnitř, tahá lumen trubky.
- Dokončeno svařování. Hotové spojení musí být dána čas na "sílu vytáčení" - chladné po dobu dvou minut (pro trubku ∅ 25 mm).






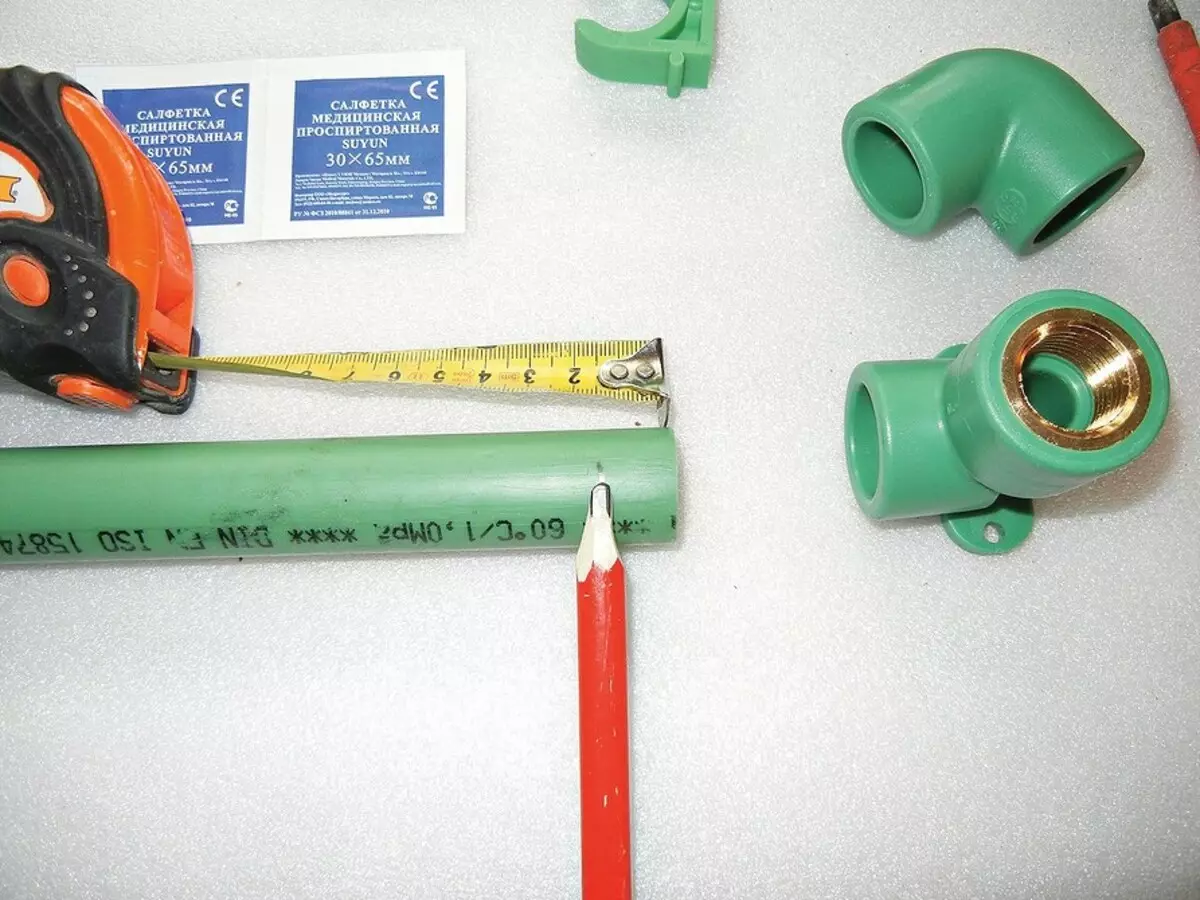
Označení hloubky svaru

Nůžky pro řezání trubek

Označení koaxiality spojení

Ohřev trubek na zařízení s mřížkou

Potrubí a montáž

Připravený svarový kloub
| Průměry polypropylenových trubek, mm | Šířka svařovacího pásu, mm | Topení trubice, sec | Časové připojení a armatury, sec | Svařovaný chlazený čas, min |
| dvacet | čtrnáct | 6. | čtyři | 2. |
| 25. | šestnáct | 7. | čtyři | 2. |
| 32. | osmnáct | osm | 6. | čtyři |
| 40. | dvacet | 12. | 6. | čtyři |
| padesátka | 23. | osmnáct | 6. | čtyři |
| 63. | 26. | 24. | osm | 6. |
Chcete-li lépe pochopit, jak připojit polypropylenové trubky doma, podívejte se na toto video.
Článek byl publikován v časopise "Master Master" №11-12 (2017). Přihlásit se k odběru tiskové verze publikace.