
Pemasangan pipa plastik dapat dilakukan dengan tangan Anda sendiri menggunakan peralatan las sederhana untuk pengelasan difus bebas sekering. Kami memberi tahu caranya.


Pipa Polypropylene banyak digunakan saat ini untuk pipa air lempah dan pipa sistem pemanas di rumah pribadi.

Ketika PPP-pipa dan perlengkapan dipanaskan pada konversi mesin las, depolimerisasi lokal polypropylene terjadi, dan dengan penyelarasan yang ketat dari permukaan pipa dilas dan pendinginan mereka, difusi bahan bahan dan pengukuran repo terjadi. Dengan demikian, ketika semua kehalusan dari teknologi pengelasan diamati, permukaan yang melingkar dari pipa dan perlengkapan menjadi salah satu dari keseluruhan.



Bagian dari sambungan yang dilas


Peralatan untuk Welding Gelembung Berbeda dari Pipa Polypropylene
Untuk bekerja, Anda akan membutuhkan:
- Truborez. Pilihan yang paling umum adalah gunting untuk memotong pipa. Namun, pipa seperti itu tidak menjamin bahkan tajam dan sebagian untuk merusak pipa. Lebih Bahkan Mencapai Dicapai Saat menggunakan Pipa Melingkar untuk Pipa Plastik. Dengan tidak adanya alat pemotong khusus, Anda dapat menggunakan gergaji besi dengan gigi dan rintisan halus.
- Penembak. Saat menggunakan kertas foil logam yang diperkuat dalam sistem pemanasan dan pasokan air panas untuk mencegah pemisahan dinding pipa selama hidrodar pada suhu tinggi, disarankan untuk menghapus lapisan foil internal hingga 2 mm. Juga, operator memungkinkan Anda untuk mendapatkan pemotongan brack datar dan menghapus keributan.
- Penguasa dan pensil. Pipa harus diukur dan catat kedalaman pengelasan yang disarankan. Jika Anda tidak mematuhi pipa pipa dalam alat kelengkapan selama pengelasan, rol dari polypropylene dapat dibentuk di dalam, ditangguhkan lumen pipa. Juga, tanda pada pipa dan perlengkapan akan berguna untuk pipa pengelasan dalam posisi timbal balik tertentu.
- Serbet alkohol. Tempat pengelasan tabung polypropylene harus diganggu dan dideguten dengan hati-hati untuk mencegah pembentukan langkah kapiler dalam ketebalan bahan landable.
- Peralatan pengelasan dengan nozel ventrikel yang dapat dipertukarkan (kopling dorn). Untuk sebagian besar kasus, itu akan cocok untuk mesin las biasa dan murah dengan elemen pemanas berbentuk pedang dengan daya hingga 1 kW. Peralatan seperti itu dapat menyediakan pengelasan pipa dengan diameter hingga 63 mm. Mesin las profesional ditandai dengan daya yang lebih besar, keakuratan penyesuaian suhu. Juga, perangkat profesional secara bersamaan memanaskan dua pasang inlet dengan diameter yang berbeda agar tidak membuang waktu pada penggantian mereka ketika pipa pengelasan diameter yang berbeda. Untuk pengelasan pipa PPP di tempat-tempat yang sulit dijangkau ada mesin las dengan elemen pemanas bundar tipis, yang dapat diposisikan baik secara langsung maupun pada sudut 90 derajat. Kutukan untuk mesin las tersebut dibuat sebagai bilangan bulat tunggal dengan lubang untuk elemen pemanas antara kopling dan dorn. Ketika memilih mesin las, penting untuk memperhatikan detasemen dalam kit untuk ditutupi dengan lapisan anti-stick Teflon (ditunjuk sebagai PTFE) untuk mencegah cengkeraman plastik pada konversi. Dalam penggunaan domestik, dua indikator pemanas cahaya cukup: merah (indikator operasi) dan hijau (indikator mencapai suhu yang ditentukan). Pegangan pengontrol pemanasan harus memiliki kalibrasi yang jelas dan fiksasi yang baik dalam posisi yang dipilih. Tidak akan ada kelebihan penjepit di dudukan mesin las: Ini memungkinkan Anda untuk mengamankan perangkat sehingga tidak bergerak ketika konektor pipa yang dipanaskan.

Mesin Las untuk Pipa Polypropylene
Apa Pipa Polypropylene untuk dipilih?
Untuk operasi dalam sistem pasokan air sederhana dalam kondisi perkotaan, Anda dapat memilih pipa PPP dari setiap produsen. Untuk pasokan air dingin, pipa tidak bersenjata digunakan, dan untuk pasokan air panas - diperkuat dengan pipa fiberglass atau foil (bila dipanaskan oleh 10 ° C, pipa polypropylene bertulang dipimpin hanya 0,3 mm per meter terdampar, dan pipa tak bersenjata dipimpin oleh 1.5 mm).


Ketika memilih pipa PPP untuk sistem pemanas dan pasokan air dari rumah-rumah negara ke properti mereka, ada baiknya melihat lebih dekat. Pipa yang lebih mahal dibuat dari polimer modern, yang memiliki elastisitas yang lebih baik dan tahan terhadap efek peningkatan tekanan. Polimer menambah pewarna yang meningkatkan resistansi pipa dengan efek sinar UV, dan antioksidan yang memperlambat degradasi kimia bahan (penuaan polimer). Dalam foto: Pipa Air Pipa Polypropylene
Juga, pipa PPP mahal memiliki penguatan fiberglass, yang tidak berkontribusi pada pemisahan dinding pipa selama cacat pengelasan, seperti pada pipa dengan menguatkan foil logam. Pipa KPS yang lebih mahal mudah dibedakan pada ketebalan dinding pipa yang lebih kecil dan elastisitas yang lebih baik, terutama saat dingin. Pipa-pipa seperti itu lebih baik dihadapkan oleh pembekuan acak air di dalamnya - peregangan tanpa mengganggu integritas.

Potongan fiberglass yang diperkuat dan tabung polypropylene yang tidak bersenjata
Cara menyolder pipa polypropylene dengan tangan mereka sendiri
- Pipa dan perlengkapan KPS harus memperoleh suhu kamar di mana mereka akan dioperasikan. Anda tidak dapat segera mengelas pipa yang dibawa dari dingin atau dipanaskan oleh matahari.
- Pemotong dipasang pada mesin las, suhu 260 ° C diatur pada regulator. Untuk pemanasan cepat, Anda perlu menghidupkan dua tombol. Ketika suhu operasi tercapai, bola lampu disusul. Kunci kedua dimatikan setelah itu.
- Pipa dan perlengkapan disiapkan untuk pengelasan: Pipa dipangkas ke dalam ukuran, bagian dipangkas, kedalaman pengelasan dicatat dan permukaan dilas beragam dan menurun.
- Ketika suhu operasi tercapai pada mesin las, bagian-bagian yang dilas datang ke nozel tanpa rotasi. Begitu pipa dan pasnya mulai bergeser pada pertengkaran - 7 detik (untuk pipa 25 mm) dimulai: 21, 22, ... 27. Pipa pindah ke spidol atau pensil (nozel memungkinkan Anda untuk mengalikan pipa sedikit lebih dalam dari nilai yang diinginkan). Lalu kami melepaskan pipa dan pas. Waktu pemanasan pipa dengan diameter yang berbeda diberikan dalam tabel referensi di bawah ini.
- Cepat dan tanpa rotasi kami menghubungkan pipa dan pas. Jangan terlalu sedikit elemen, jika tidak roller terbentuk di dalam, tiping lumen pipa.
- Pengelasan selesai. Koneksi jadi harus diberikan waktu untuk "mengaktifkan kekuatan" - keren selama dua menit (untuk pipa ∅ 25 mm).






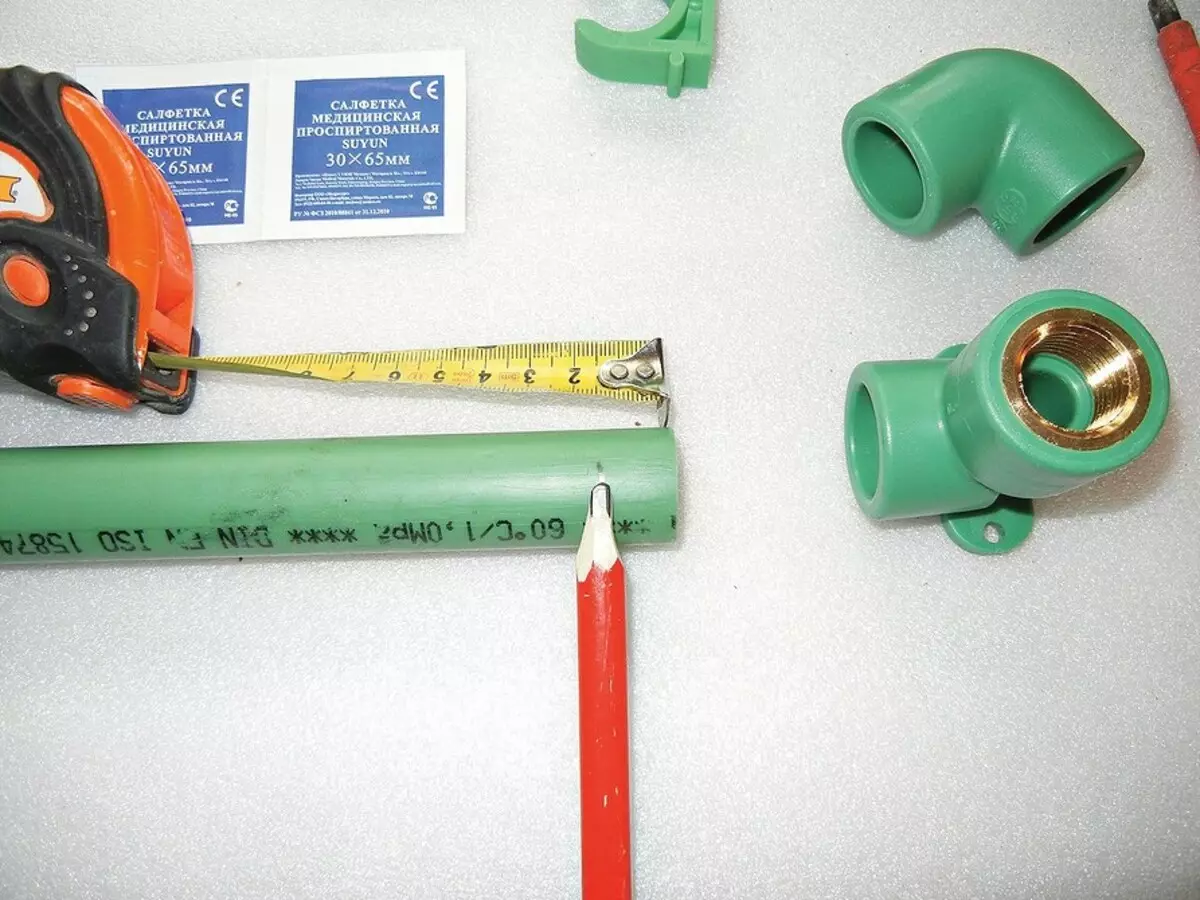
Menandai kedalaman las

Gunting untuk memotong pipa

Menandai koaksialitas koneksi

Pemanasan pipa pada peralatan grid

Pipa dan pas

Siap Weld Joint.
| Diameter Pipa Polypropylene, mm | Lebar Welding Belt, MM | Waktu tabung pemanas, detik | Koneksi waktu dan perlengkapan, detik | Waktu dingin dilas, min |
| dua puluh | empat belas | 6. | empat. | 2. |
| 25. | enambelas | 7. | empat. | 2. |
| 32. | delapan belas | delapan | 6. | empat. |
| 40. | dua puluh | 12. | 6. | empat. |
| lima puluh | 23. | delapan belas | 6. | empat. |
| 63. | 26. | 24. | delapan | 6. |
Untuk lebih memahami cara menghubungkan pipa polypropylene di rumah, lihat video ini.
Artikel ini diterbitkan dalam jurnal "Master Master" №11-12 (2017). Berlangganan versi cetak publikasi.