
Монтаж пластикових труб можна виконати своїми руками за допомогою простого зварювального обладнання для розтрубної дифузійної зварювання. Розповідаємо, як.


Поліпропіленові труби широко використовуються в даний час для прокладки водопроводів і трубопроводів систем опалення в приватних будинках.

При нагріванні ППР-труб і фітингів на розтрубах зварювального апарату відбувається локальна деполимеризация поліпропілену, а при тугому суміщенні поверхонь труб, що зварюються і їх охолодженні відбувається взаємна дифузія матеріалу і реполімерізація. Таким чином, при дотриманні всіх тонкощів зварювальної технології зварюються поверхні труб і фітингів стають одним цілим.



Розріз зварного з'єднання


Устаткування для дифузійної розтрубної зварки поліпропіленових труб
Для роботи вам знадобиться:
- Труборіз. Найпоширеніший варіант - це ножиці для різання труб. Однак такий труборіз не гарантує рівний рез і частково може деформувати трубу. Більш рівний рез досягається при використанні циркулярного труборіза для пластикових труб. При відсутності спеціального ріжучого інструменту можна використовувати ножівку з дрібним зубом і стусло.
- Торцеватели. При використанні армованих металевої фольгою труб в системах опалення та гарячого водопостачання для попередження розшарування стінок труб при гідроудару при високих температурах рекомендується видаляти шар внутрішнього фольгирования на протязі до 2 мм. Також торцеватели дозволяє отримати рівну фаску зрізу і видалити можливі задирки.
- Лінійка і олівець. На трубі необхідно відміряти і відзначити рекомендовану глибину зварювання. Якщо не дотримуватися норм заглиблення труб в фітинги при зварюванні, всередині можуть утворюватися валики з поліпропілену, що звужують просвіт труб. Також позначки на трубі і фітингах знадобляться для зварювання труб в певному взаємному положенні.
- Спиртові серветки. Місце зварювання поліпропіленової труби має бути ретельно знепилити і знежирене для попередження утворення капілярних ходів в товщі зварюваного матеріалу.
- Зварювальний апарат зі змінними розтрубними насадками (муфти-дорни). Для більшості випадків підійде звичайний і недорогий зварювальний апарат з нагрівальним елементом мечевидной форми з потужністю до 1 кВт. Такий апарат може забезпечити зварювання труб діаметром до 63 мм. Професійні зварювальні апарати відрізняються більшою потужністю, точністю регулювання температури. Також професійні апарати дозволяють одночасно нагрівати дві пари розтрубів різного діаметру, щоб не втрачати час на їх заміну при зварюванні труб різного діаметру. Для зварювання ППР-труб у важкодоступних місцях існують зварювальні апарати з тонким круглим нагрівальним елементом, який може бути розташований як прямо, так і під кутом 90 градусів. Розтруби для таких зварювальних апаратів виконані як єдине ціле з отвором для нагрівального елементу між муфтою і дорном. При виборі зварювального апарату важливо звернути увагу, щоб розтруби в комплекті були покриті тефлоновим антипригарним покриттям (позначається як PTFE) для попередження налипання пластику на розтруби. У побутовому використанні досить двох світлових індикаторів нагрівання: червоного (індикатор роботи) і зеленого (індикатор досягнення встановленої температури). Рукоятка регулятора нагріву повинна мати чітку градуювання і хорошу фіксацію в обраному положенні. На підставці зварювального апарату не буде зайвою струбцина: вона дозволяє закріпити апарат, щоб він не рухався при роз'ємі нагрітих труб.

Зварювальний апарат для поліпропіленових труб
Які поліпропіленові труби вибрати?
Для експлуатації в простих системах водопостачання в міських умовах можна вибирати ППР-труби будь-яких виробників. Для холодного водопостачання використовуються неармовані труби, а для гарячого водопостачання - армовані скловолокном або фольгою труби (при нагріванні на 10 ° C армовані поліпропіленові труби подовжуються всього на 0,3 мм на кожен погонний метр, а неармовані труби подовжуються на 1,5 мм).


При виборі ППР-труб для систем опалення та водопостачання заміських будинків до їх властивостями варто придивитися уважніше. Дорожчі труби виробляються з сучасного полімеру, який володіє найкращою еластичністю і стійкістю до дії підвищеного тиску. В полімери додають барвники, що збільшують стійкість труб до впливу УФ-променів, і антиоксиданти, що уповільнюють хімічну деградацію матеріалу (старіння полімерів). На фото: Водопровід з поліпропіленових труб
Також дорогі ППР-труби мають армування зі скловолокна, яке не сприяє розшарування стінок труб при дефектах зварювання, як в трубах з армуванням металевою фольгою. Дорожчі ППР-труби легко відрізнити по меншій товщині стінок труб і кращої еластичності, особливо при охолодженні. Такі труби краще протистоять випадковому замерзання в них води - розтягуючись без порушення цілісності.

Розріз армованої скловолокном і неармованої поліпропіленової труби
Як правильно паяти поліпропіленові труби своїми руками
- ППР-труби і фітинги повинні придбати температуру приміщення, де вони будуть експлуатуватися. Не можна відразу зварювати труби, принесені з холоду або нагріті сонцем.
- На зварювальний апарат встановлюються розтруби потрібного розміру, на регуляторі виставляється температура 260 ° C. Для швидкого нагріву потрібно включити дві клавіші. При досягненні робочої температури лампочки збоку гаснуть. Другу клавішу після цього відключають.
- Труби та фітинги готуються до зварювання: труби обрізаються в розмір, зрізи торці, відзначається глибина зварювання і зварювальна поверхню обезпилюється ізнежирюється.
- При досягненні робочої температури на зварювальному апараті зварювані частини насуваються на насадки-розтруби без обертання. Як тільки труба і фітінг стали насуватися на розтруби - починається відлік 7 секунд (для 25-мм труби): 21, 22, ... 27. Трубу всувають до позначки маркером або олівцем (насадки дозволяють всунути труб трохи глибше необхідного значення). Потім сидимо трубу і фітінг. Час нагріву труб різних діаметрів наведено в довідковій таблиці нижче.
- Швидко і без обертання з'єднуємо трубу і фітінг. Чи не просувайте випускну елементи занадто сильно, інакше всередині утворюється валик, звужує просвіт труби.
- Сварка завершена. Готовому з'єднанню потрібно дати час «набрати міцність» - охолонути протягом двох хвилин (для труби ∅ 25 мм).






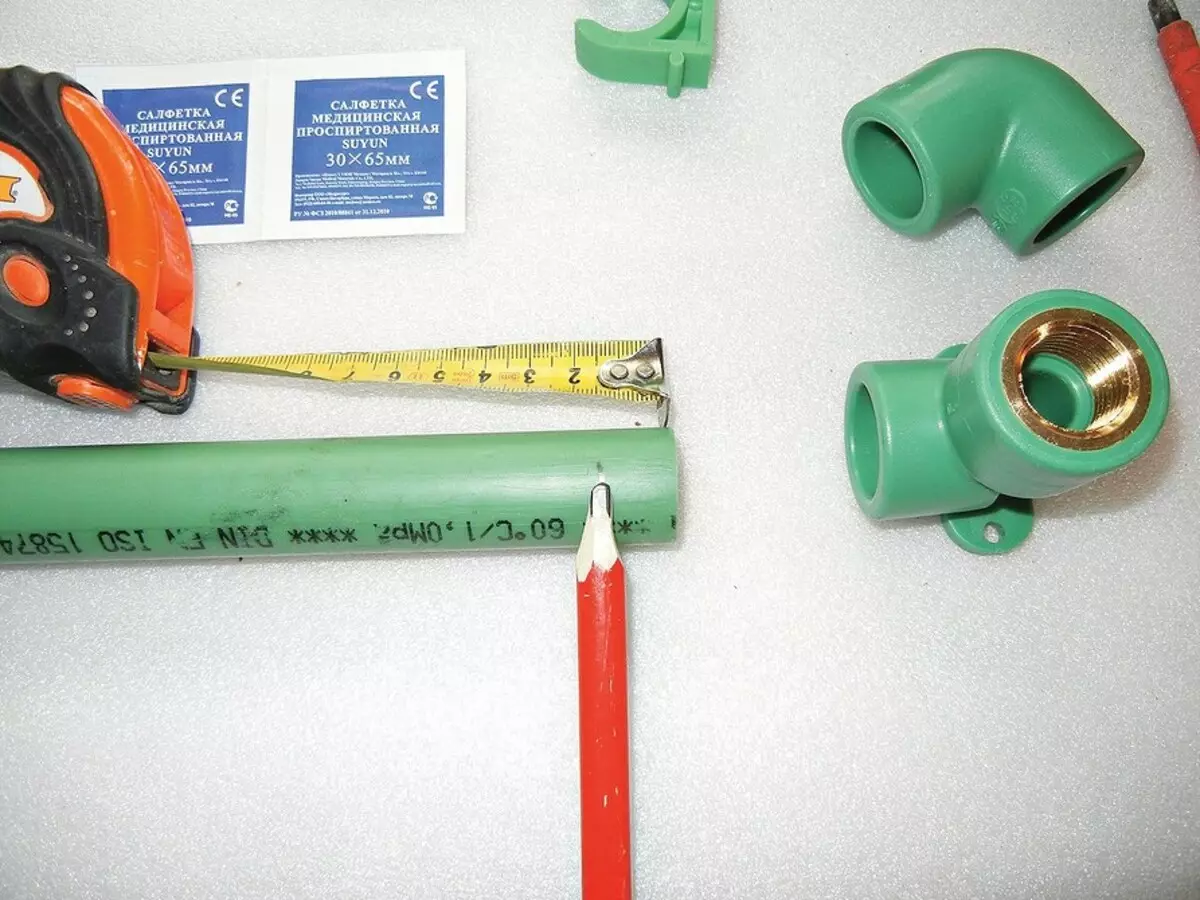
Розмітка глибини зварного шва

Ножиці для різання труб

Розмітка співвісності з'єднання

Нагрівання труб на розтрубах зварювального апарату

З'єднання труби і фітинга

Готове зварене з'єднання
| Діаметри поліпропіленових труб, мм | Ширина зварювального пояса, мм | Час нагріву труби, сек | Час з'єднання труб і фітингів, сек | Час охолодження зварного з'єднання, хв |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
Щоб краще зрозуміти, як з'єднувати поліпропіленові труби в домашніх умовах, подивіться це відео.
Стаття була опублікована в журналі «Сам собі майстер» №11-12 (2017 г.). Підписатися на друковану версію видання.