
Ynstallaasje fan plestik pipen kinne wurde útfierd mei jo eigen hannen mei ienfâldige weldingapparatuer foar fuseful-fergese diffúswates. Wy fertelle hoe.


Polypropyle-pipen wurde breed brûkt op it stuit foar it lizzen fan wetterpipes en pipelines fan ferwaarmingssystemen yn partikuliere huzen.

Doe't de PPP-pipes en fitingen wurde ferwaarme op 'e konverzje fan' e weldingmasjine, foarkomt, en mei in strakke ôfstimden fan 'e weldde pipes en har koeling, it materiaal fersprieding fan materiaal en repo-mjitting bart. Sa wurde, as alle subtilen fan 'e weldingtechnology wurde waarnommen, wurde de boartende oerflakken fan' e pipen en fittings ien fan it heule.



Seksje fan it welded joint


Apparatuer foar diffuse bobble welding fan polypropylene pipes
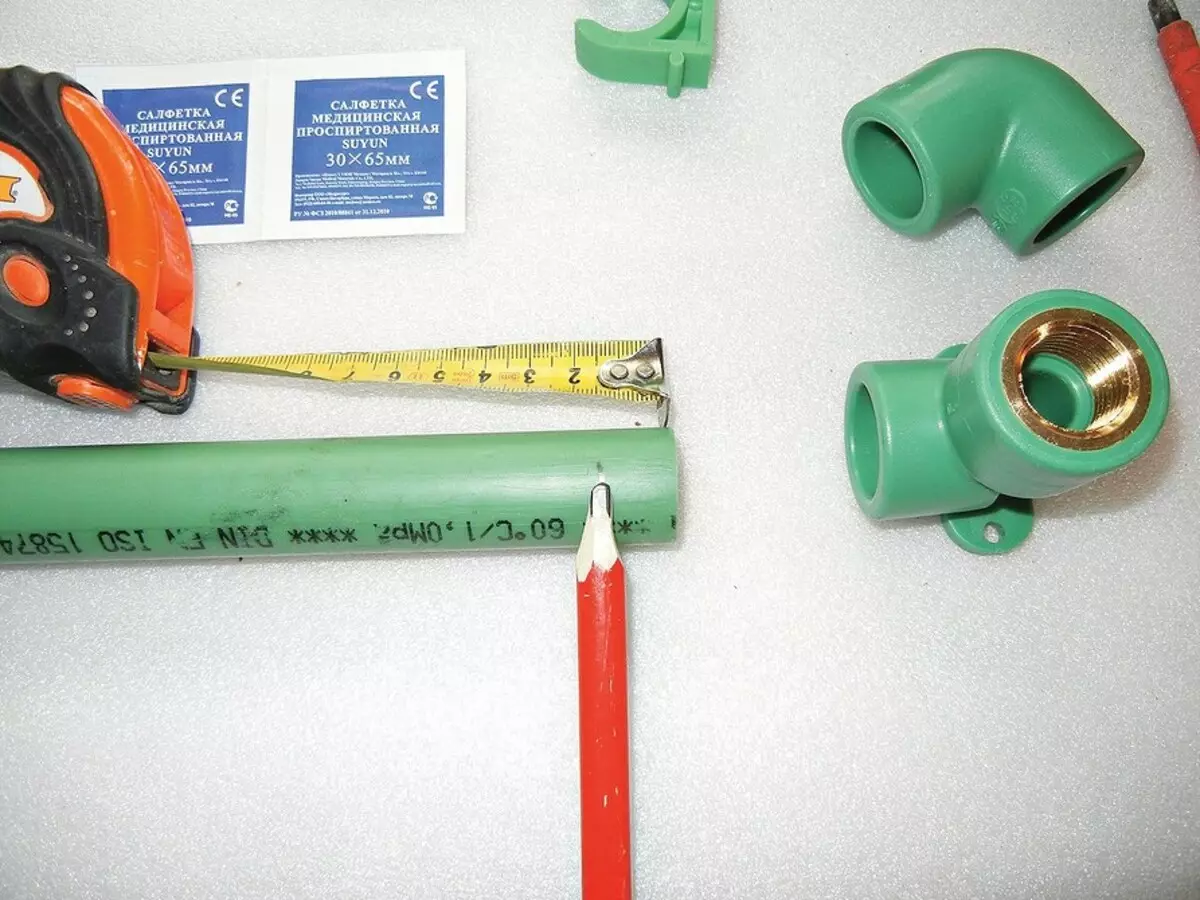
Om te wurkjen, sille jo nedich wêze:
- Truborez. De meast foarkommende opsje is skjirre foar it snijden fan pipen. Sa is lykwols sa'n Pipeline, net, sels skerp en foar in part om de piip te deformearjen. Mear sels berikt te berikken by it brûken fan sirkulêre pipen foar plestik pipen. Yn 'e ôfwêzigens fan in spesjaal snijwurk kinne jo hacksaw brûke mei moaie tosken en stub.
- Shooter. As jo it fersterke metalen folie folgje yn ferwaarmingsystemen en hjitte wetterfoarsjenning om te foarkommen dat de skieding fan piipmuorren by hege temperatueren oanrikkemandearre om de ynterne folie laach te ferwiderjen foar maksimaal 2 mm. Ek kin de ferfierder kinne jo in platte brack krije dy't mooglike boarnen snije en ferwiderje.
- Ruler en potlead. De piip moat wurde mjitten en notearje de oanrikkemandearre Welding Djipte. As jo net foldogge oan 'e pipen fan pipen yn fittings tidens welding, kin rollen út Polypropyleen nei binnen wurde foarme, ophâlden lumen fan pipen. Ek de merken op 'e piip en fitting sille nuttich wêze foar welding pipen yn in bepaalde wjersidige posysje.
- Alkohol servetten. It plak fan welding fan 'e polyprekylensbuis moat foarsichtich fersteurd wurde en dûkerde om te foarkommen dat de formaasje fan kapillêre beweecht yn' e dikte fan it weldbere materiaal.
- Welding apparaat mei útwikselbere fentrikulêre nozzels (dorn koppelen). Foar de measte gefallen sil it geskikt wêze foar in gewoane en goedkeape weldingmasjine mei in ferwaarmingselemint fan in swurdfoarmich mei in macht oant 1 kw. Sa'n apparatuer kin lekkere fan pipen leverje mei in diameter fan maksimaal 63 mm. Profesjonele weldmasjines wurde karakterisearre troch in gruttere krêft, krektens fan it temperatuer oanpassing. Ek profesjonele apparaten ferwaarmje tagelyk de twa pearen fan inlet fan ferskate diaminten om de tiid net te fergrieme op har ferfanging as de pipen ferskate diamers waaide. Foar welding PPP-pipes yn hurde te berikken plakken binne der welding masines mei in tinne rûne ferwaarming, dy't sawol direkt kinne wurde pleatst, en op in hoeke fan 90 graden. Flokken foar sokke weldingmasines wurde makke as in inkelde heule getal mei in gat foar it ferwaarmingselemint tusken de koppeling en droege. By it kiezen fan in weldingmasjine is it omtinken te jaan oan 'e ôfskieding yn' e kit om te bedekt mei Teflon anty-stick coating (oantsjutten as PTFE) om plestik te foarkommen dat plastyk op 'e konverzje hat. Yn húslik gebrûk binne twa ljochte ferwaarming genôch: read (Operaasje-yndikator) en grien (yndikator fan it berikken fan ynstelde temperatuer). De hjittens controller-handgreep moat in dúdlike kalibraasje en goede fixaasje hawwe yn 'e selekteare posysje. D'r sil gjin oermjittige klem wêze op 'e stand fan' e Welding Machine: It lit jo it apparaat befeiligje, sadat it net behâldt as de ferwaarmde piipbeheaksels.

Welding Machine foar Polypropylene Pipes
Wat binne de polypropylene pipen om te kiezen?
Foar operaasje yn ienfâldige wetterfoarsjenningsstielen yn stedske omstannichheden kinne jo de PPP-pipes kieze fan elke fabrikanten. Foar kâld wetterfoarsjenning wurde unhanded-pipen brûkt, en foar hjitte wetterferliening - fersterke as folie-pipes (as ferheve troch 10 ° C binne fersterke polypropyllay troch mar 0,3 mm per strannen, en net bewûnderde pipen wurde laat troch 1.5 mm).


By it kiezen fan 'e PPP-pipes foar de ferwaarming en wetterfoarsjennings fan lânhuzen oan har eigenskippen, it is it wurdich om mear te sjen. Doerderlike pipen binne makke fan in moderne polymer, dy't bettere elastisiteit en resistint hawwe foar de effekten fan ferhege druk. Polymers foegje kleuren ta dy't it wjerstân fan pipen ferheegje oan 'e effekten fan UV-rays, en anty -xidanten dy't de gemyske degradaasje fan it materiaal stadiger meitsje (leeftyd fan polymen). Op 'e foto: polypropyleen Pipe wetter piip
Ek, djoere PPP-pipes hawwe glêstried fersterking, dy't net bydrage oan 'e skieding fan piipmuorren tidens Dekektes, lykas yn pipen mei fersterkjende metalen folie. Doerderlike PPP-pipes binne maklik om te ûnderskieden by in lytsere dikte fan 'e muorren fan pipen en bettere elastisiteit, foaral as jo koeling. Sokke pipen wurde better konfrontearre troch de willekeurige befrijen fan wetter yn har - stretching sûnder fersteuring.

De besuniging fan it fersterke glêstried en unarmed polypropylene buis
Hoe solde polypropylene pipes mei har eigen hannen
- PPP-pipen en fitting moatte de keamertemperatuer krije wêr't se sille wurde betsjinne. Jo kinne net fuortendaliks weldje net fuortendaliks fan kâld brochten út kâld as ferwaarme troch de sinne.
- Snijders wurde ynstalleare op 'e Welding-masine, de temperatuer fan 260 ° C is ynsteld op' e regulator. Foar snelle ferwaarming moatte jo twa kaaien ynskeakelje. As de operaasjetemperatuer wurdt berikt, wurdt de lampe oernommen. De twadde kaai is dernei útskeakele.
- Pipes en fittings wurde taret op welding: pipen wurde yn 'e grutte ôfmakke, wurde seksjes wurde ôfstamd, de djipte fan welding wurdt opmurken en it oerflakte is opmurken en it oerflakte.
- As de operaasjetemperatuer wurdt berikt op 'e weldingmasjine, komme de weldde dielen nei de sproeiers sûnder rotaasje. Sadree't de piip en passend begon te ferskowen op 'e squabbles - 7 sekonden (foar 25 mm piip) begjint: 21, 22, ... 27. De piip beweecht nei in marker as potlead (nozzels lit jo de pipen fan in bytsje djipper fermannichfâldigje dan de winske wearde). Dan ûntslach dat wy de piip en fit. De ferwaarming tiid fan pipen fan ferskate diameters wurdt jûn yn 'e referinsje-tabel hjirûnder.
- Fluch en sûnder rotaasje ferbine wy de piip en fit. Skrik de eleminten net te folle, oars wurdt de roller binnen foarme, tipje de lumen fan 'e piip.
- Welding foltôge. De ôfmakke ferbining moat de tiid krije om te "Kieskrêft te jaan" - twa minuten koel (foar in piip ∅ 25 mm).






Markearje fan 'e djipte fan' e weld

Skjirre foar it snijen fan pipen

Marking fan 'e cooxiality fan' e ferbining

Ferwaarming fan pipen op it roasterapparaat

Piip en fitting

Klear Weld Joint
| Polypropyleen Pipe Diameters, MM | Breedte Welding Riem, MM | Ferwaarming Tube tiid, sek | Tiidferbiningen en fittings, sek | Welded koele tiid, min |
| tweintich | fjirtjin | 6.20 | fjouwer | 2 |
| 25. | sechtjin | 7 | fjouwer | 2 |
| 32 | achttjin | acht | 6.20 | fjouwer |
| 40 | tweintich | 12 | 6.20 | fjouwer |
| fyftich | 23. | achttjin | 6.20 | fjouwer |
| 63. | 26. | 24. | acht | 6.20 |
Om better te begripen hoe't jo polypropylene pipes thús kinne ferbine, sjoch dizze fideo út.
It artikel waard publisearre yn it tydskrift "Master Master" №11-12 (2017). Abonnearje op 'e ôfdrukferzje fan' e publikaasje.