
Namestitev plastičnih cevi se lahko izvede z lastnimi rokami, ki uporabljajo preprosto varilno opremo za razpršeno varjenje brez varovalk. Povedali smo, kako.


Polipropilenske cevi se trenutno uporabljajo za polaganje vodnih cevi in cevovodov ogrevalnih sistemov v zasebnih domovih.

Ko se PPP-cevi in oprema segrejejo na pretvorbi varilnega stroja, se lokalna depolimerizacija polipropilena pojavi, in s tesno poravnavo površin varjenih cevi in njihovega hlajenja, se pojavi materialna difuzija materiala in repo-merjenja. Tako, ko so opažene vse pododdelke tehnologije varjenja, so navita površine cevi in fitingov postanejo ena izmed celote.



Odsek zvarnega sklepa


Oprema za razpršeno varjenje polypropilenskih cevi
Za delo, boste potrebovali:
- Truborez. Najpogostejša možnost je škarje za rezanje cevi. Vendar pa tak cevovod ne zagotavlja niti ostrih in delno, da bi odstranili cevi. Več celo doseže, ko uporabljate krožne cevi za plastične cevi. V odsotnosti posebnega rezalnega orodja, lahko uporabite hacksaw z drobnim zobom in škrbico.
- Strelec. Pri uporabi armirane kovinske folije folije v ogrevalnih sistemih in oskrbi s toplo vodo, da se prepreči ločitev cevnih sten med vodikom pri visokih temperaturah pri visokih temperaturah, je priporočljivo odstraniti notranjo folijo za do 2 mm. Tudi nosilec vam omogoča, da dobite plosko rezanje in odstranite možne burtr.
- Ravnilo in svinčnik. Cevi je treba izmeriti in upoštevati priporočeno globino varjenja. Če ne upoštevate cevi cevi v priključkih med varjenjem, se lahko v notranjosti tvorijo valjčki iz polipropilena, suspendirane lumne cevi. Tudi oznake na cevi in armaturi bodo koristne za varilne cevi v določenem medsebojnem položaju.
- Alkohola. Kraj varjenja polipropilenske cevi mora biti skrbno motena in razmaščena, da se prepreči nastanek kapilarnih potez v debelini varjenega materiala.
- Naprave za varjenje z izmenljivimi šob prekaznicami (Dorn sklopke). V večini primerov bo primerna za običajen in poceni varilni stroj z grelnim elementom meča z močjo do 1 kW. Takšna naprava lahko zagotovi varjenje cevi s premerom do 63 mm. Za profesionalne varilne stroje je značilna večja moč, natančnost temperaturne prilagoditve. Tudi profesionalne naprave hkrati segrevajo dva para dovoza različnih premerov, da ne bi izgubljala časa na njihovi zamenjavi, ko cevi varijo različne premere. Za varjenje PPP cevi na težkih dosežjih so varilni stroji s tankim okroglim grelnim elementom, ki se lahko namesti neposredno in pod kotom 90 stopinj. Curses za take varilne stroje so narejeni kot eno celo število z luknjo za grelni element med sklopko in dorn. Pri izbiri varilnega stroja je pomembno, da se posvetite na odmaknjenosti v kompletu, ki jo je treba pokriti s teflonskim proti-stiškim premazom (označeno kot PTFE), da se prepreči, da se plastika drži na pretvorbo. V domači uporabi, dva kazalnika lahkega ogrevanja zadostna: rdeča (indikator delovanja) in zelena (indikator doseganja nastavljene temperature). Ročaj regulatorja ogrevanja mora imeti jasno kalibracijo in dobro pritrditev v izbranem položaju. Na stojalo varilnega stroja ne bo odvečne sponke: omogoča, da napravo zagotovite, da se ne premika, ko segrevani konektorji cevi.

Varilni stroj za polipropilenske cevi
Kakšne so polipropilenske cevi izbrati?
Za delovanje v enostavnih sistemih oskrbe z vodo v mestnih razmerah lahko izberete PPP cevi vseh proizvajalcev. Za oskrbo s hladno vodo se uporabljajo neoborožene cevi, za oskrbo v toplo vodo - ojačana s cevi iz steklenih vlaken ali folije (pri segrevanju za 10 ° C, ojačane polipropilenske cevi vodijo le 0,3 mm na nasednega metra, in neoborožene cevi vodijo 1,5 mm).


Pri izbiri PPP cevi za sisteme ogrevanja in vodovodnih sistemov podeželskih hiš svojim lastnostim, je vredno videti bolj pozorno. Dragejše cevi so izdelane iz sodobnega polimera, ki ima boljšo elastičnost in odporna na učinke povečanega tlaka. Polimeri dodajo barvila, ki povečujejo odpornost cevi na učinke UV žarkov, in antioksidante, ki upočasnijo kemijsko razgradnjo materiala (staranje polimerov). Na fotografiji: polipropilenska cev voda
Tudi drage cevi PPP imajo ojačitev iz steklenih vlaken, ki ne prispeva k ločevanju sten cevi med okvarami varjenja, kot v cevi z ojačanjem kovinske folije. Dragejše cevi PPP je enostavno razlikovati pri manjši debelini stene cevi in boljšo elastičnostjo, zlasti pri hlajenju. Takšne cevi se bolje soočajo z naključnim zamrznitvijo vode v njih - raztezanje brez moteče celovitosti.

Rezanje ojačanih steklenih vlaken in neoborožene polipropilenske cevi
Kako spajte polipropilenske cevi z lastnimi rokami
- PPP cevi in oprema morajo pridobiti sobno temperaturo, kjer bodo upravljana. Ne morete takoj varjene cevi, ki jih je naletel na hladno ali segreje.
- Rezalniki so nameščeni na varilni stroj, temperatura 260 ° C je na regulatorju. Za hitro ogrevanje morate vklopiti dve tipki. Ko je dosežena delovna temperatura, se žarnica pretirava. Drugi ključ je po tem izklopljen.
- Cevi in oprema so pripravljene za varjenje: cevi so obrezane v velikost, razdelki so obrezani, globina varjenja je opažena in površina varjena je raznolika in razvlačna.
- Ko je delovna temperatura dosežena na varilni stroj, varjeni deli prihajajo na šobe brez rotacije. Takoj, ko se je cev in vgradnja začela premikati na squabbles - 7 sekund (za 25 mm cevi) se začne: 21, 22, ... 27. Cev se premakne na marker ali svinčnik (šobe vam omogočajo, da pomnožijo cevi malo globlje od želene vrednosti). Potem odstranimo cevi in vgradnjo. Čas ogrevanja cevi različnih premerov je podan v spodnji referenčni tabeli.
- Hitro in brez vrtenja priključite cevi in vgradnjo. Ne omejujte elementov preveč, sicer se valja tvori v notranjosti, natipkate lumen cevi.
- Zaključeno varjenje. Končana povezava je treba dati čas, da "pokličete moč" - ohladite za dve minuti (za cevi ∅ 25 mm).






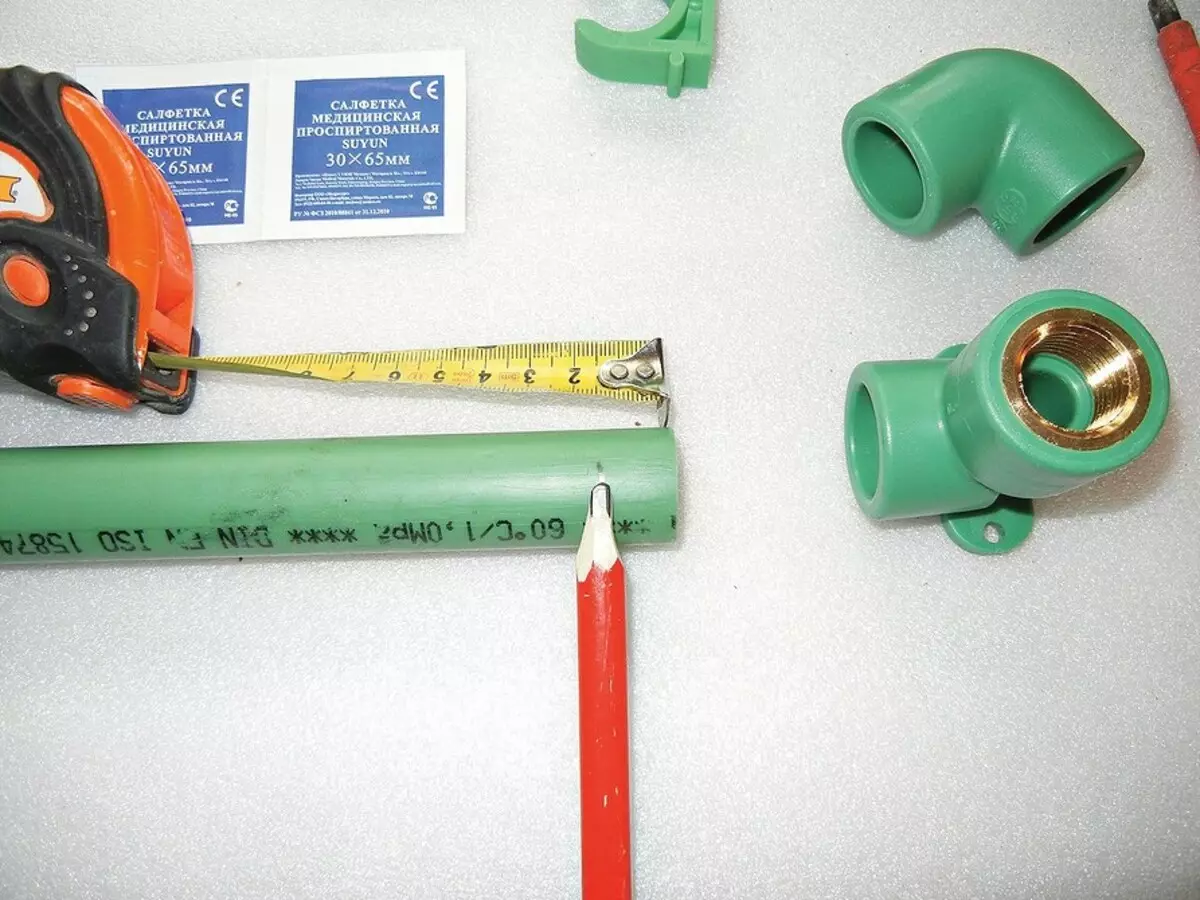
Označevanje globine zvar

Škarje za rezalne cevi

Označevanje koaksialnosti povezave

Ogrevanje cevi na omrežnem aparatu

Cevi in vgradnja

Pripravljen varjeni spoj.
| Premeri polipropilen cevi, mm | Širina varilne pas, mm | Čas ogrevalne cevi, Sec | Časovne povezave in oprema, SEC | Varjeni hlajen čas, min |
| Dvajset | štirinajst | 6. | štiri | 2. \ T |
| 25. \ T | šestnajst | 7. | štiri | 2. \ T |
| 32. | osemnajst let | osem | 6. | štiri |
| 40. | Dvajset | 12. | 6. | štiri |
| petdeset | 23. | osemnajst let | 6. | štiri |
| 63. | 26. \ T | 24. | osem | 6. |
Da bi bolje razumeli, kako povezati polipropilenske cevi doma, poglejte ta videoposnetek.
Članek je bil objavljen v reviji "Master Master" №11-12 (2017). Naročite se na različico tiskanja objave.