
プラスチックパイプの設置は、ヒューズフリーの拡散溶接のためのシンプルな溶接装置を使用してあなた自身の手で実行することができます。私たちはどのようにして教えます。


Polypropylen Pipesは、プライベートホームの暖房システムの水道管およびパイプラインを敷設するために広く使用されています。

PPPパイプおよび継手が溶接機の変換に加熱されると、ポリプロピレンの局所解重合が起こり、溶接管の表面の密接に配向してそれらの冷却を伴って、材料の材料の拡散とレピの測定が起こる。したがって、溶接技術の全ての微妙さが観察されると、パイプおよび継手のコイル状表面は全体の一つになる。



溶接継手のセクション


ポリプロピレンパイプの拡散泡溶接のための装置
働くには、次のことが必要です。
- Truborez。最も一般的な選択肢は、パイプを切断するためのはさみです。しかしながら、そのようなパイプラインは、パイプを変形させるために鋭くて部分的にも保証されない。プラスチック製のパイプのために円形パイプを使用するときに達成されたよりもさらに到達しています。特別な切削工具がない場合は、細い歯やスタブでHacksawを使うことができます。
- シューター。暖房システムおよび温水供給において強化金属箔箔を使用して高温での炭化油中のパイプ壁の分離を防ぐために、内部箔層を最大2mmの間除去することを推奨する。また、キャリアを使用すると、平らなブラックカットを取得し、可能なバリを取り除くことができます。
- 定規と鉛筆。パイプを測定し、推奨される溶接深さに注意してください。溶接中の継手のパイプのパイプに準拠していない場合は、ポリプロピレンからのローラーをパイプの内側に内側に形成することができます。また、パイプと継手のマークは、ある相互の位置にあるパイプを溶接するのに役立ちます。
- アルコールナプキン。ポリプロピレンチューブの溶接の場所は、溶接可能な材料の厚さの毛細管の形成を防ぐために慎重に乱されそして脱脂されなければならない。
- 交換可能な心室ノズル(Dorn Couplings)を備えた溶接装置。ほとんどの場合、それは1kWまでの電力を持つ刀剣の加熱要素を持つ、通常の安価な溶接機に適しています。そのような装置は、最大63mmの直径を有するパイプの溶接を提供することができる。プロの溶接機は、より大きな電力、温度調整の精度によって特徴付けられます。また、パイプが異なる直径が溶接されているときに、それらの交換の時間を無駄にしないように、専門的な装置は異なる直径の2対の入口を同時に加熱する。到達困難な場所でPPPパイプを溶接するためには、薄い丸型加熱要素を備えた溶接機があります。これは、直接および90度の両方に配置できます。そのような溶接機のための硬化は、カップリングとドンの間の加熱要素のための穴を有する単一の整数として作られる。溶接機を選択する際には、変換のプラスチック固着を防ぐために、テフロン抗スティックコーティング(PTFEとして指定されている)で覆われるキットの剥離に注意を払うことが重要です。国内使用では、2つの照熱表示器で十分である:赤(操作インジケータ)と緑色(設定温度を達成するインジケータ)。加熱コントローラのハンドルは、選択された位置に明確な校正と良好な固定を持たなければなりません。溶接機のスタンドに余分なクランプはありません。加熱されたパイプコネクタのときに動かないようにデバイスを固定することができます。

ポリプロピレンパイプ用溶接機
選択するポリプロピレンパイプは何ですか?
都市状況における単純な給水システムでの運転のためには、製造業者のPPPパイプを選択することができます。冷水供給のためには、武装していないパイプが使用されており、ガラス繊維または箔パイプで補強された温水供給のため(10℃で加熱されたとき、強化ポリプロピレンパイプは撚り合わせたメーターごとに0.3 mmだけ率い、非武装型パイプは1.5んん)。


田舎の家の暖房や給水システムのためのPPPパイプを自分の性質に選ぶとき、それはより密接に見える価値があります。より高価なパイプは現代のポリマーから作られており、これはより優れた弾性を有し、圧力の増加の影響に耐性がある。ポリマーは、紫外線の影響に対するパイプの抵抗を増加させる染料、ならびに材料の化学的劣化を遅くする酸化防止剤(ポリマーの老化)を添加する。写真の中で:ポリプロピレンのパイプの水道管
また、高価なPPPパイプはガラス繊維補強材を有し、これは、強化金属箔を有するパイプのように、溶接欠陥中のパイプ壁の分離には寄与しない。特に冷却時には、より高価なPPPパイプは、パイプの壁の壁の厚さが小さいほど区別が容易である。そのようなパイプはそれらの中の水のランダムな凍結によって直面して完全性を妨げることなく直面しています。

強化されたガラス繊維と非武装ポリプロピレンチューブの切断
ポリプロピレンパイプを自分のハンズでハンダする方法
- PPPパイプと継手は、室温を操作される場所に取得する必要があります。あなたは太陽からもたらされた、または太陽によって加熱されたパイプをすぐに溶接することはできません。
- カッターは溶接機に設置され、レギュレータに260℃の温度が設定されています。迅速な暖房のためには、2つのキーをオンにする必要があります。動作温度に達すると、電球が前後に行われます。その後、2番目のキーはオフになります。
- パイプと継手は溶接用に準備されています。パイプをサイズにトリミングし、セクションがトリミングされ、溶接深さが注目され、表面溶接は多様で脱落します。
- 溶接機で動作温度に達すると、溶接部が回転することなくノズルに到来している。パイプとフィッティングがザイサブルに移行し始めたらすぐ - 7秒(25 mmのパイプの場合)が始まります.21,22、... 27。パイプはマーカーまたは鉛筆に移動している(ノズルを使用すると、パイプを少し深い値よりも少し深く掛けることができます)。それから私達はパイプとフィッティングを排出します。異なる直径のパイプの加熱時間は以下の参照表に示されている。
- 迅速かつ回転なしでは、パイプとフィッティングを接続します。要素を多すぎず、そうでなければローラーが内側に形成され、パイプの内腔を張ります。
- 溶接が完了しました。完成した接続は「ダイヤル強度」までの時間を与えなければなりません - 2分間(パイプ≧25 mmの場合)。






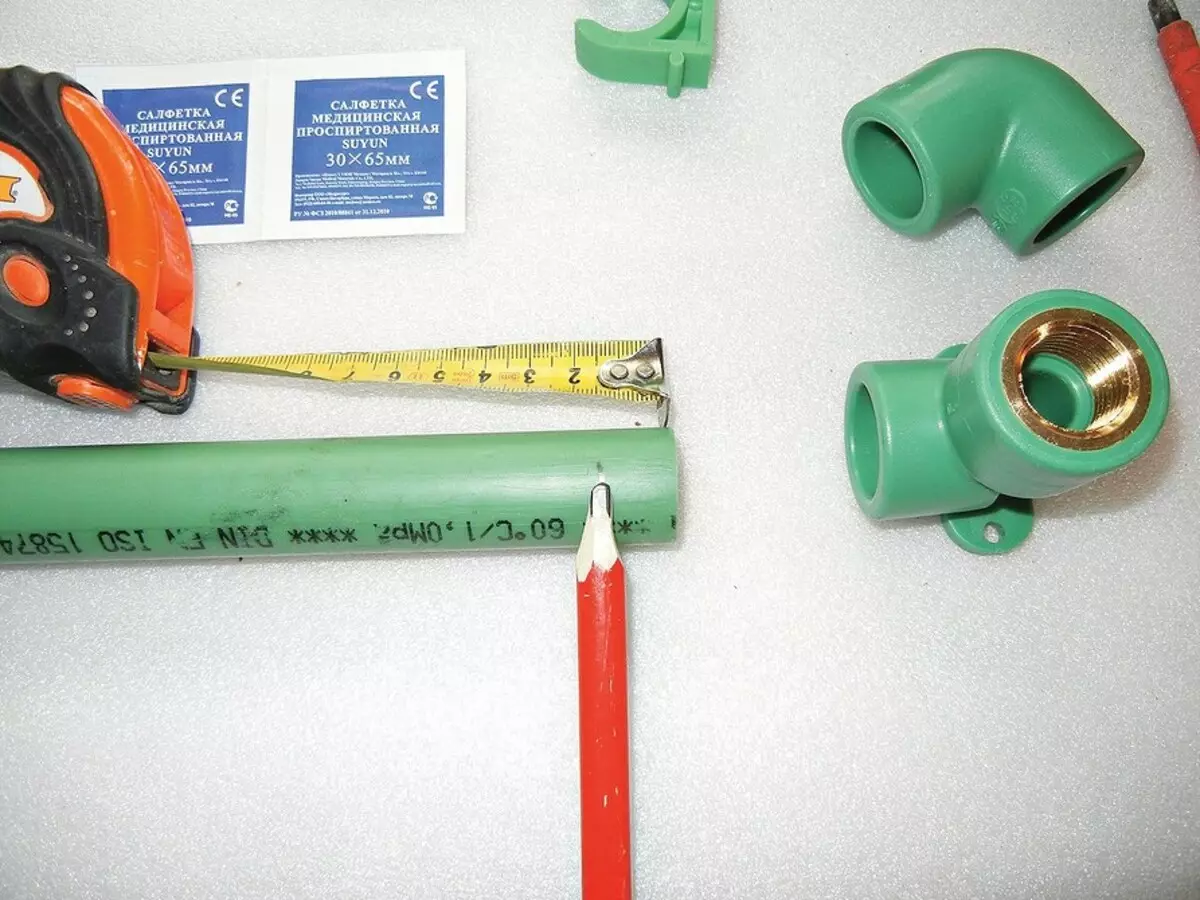
溶接の深さのマーキング

カッティングパイプのためのはさみ

接続の同軸性のマーキング

グリッド装置上のパイプの加熱

パイプとフィッティング

準備ができました
| ポリプロピレンパイプの直径、mm | 幅溶接ベルト、mm | 暖房チューブ時間、秒 | タイム接続と継手、SEC | 溶接された冷却時間、min |
| tw | four four | 6。 | 四 | 2。 |
| 25。 | 16 | 7。 | 四 | 2。 |
| 32。 | 18 | 8 | 6。 | 四 |
| 40。 | tw | 12 | 6。 | 四 |
| 50の | 23。 | 18 | 6。 | 四 |
| 63。 | 26。 | 24。 | 8 | 6。 |
ホームでポリプロピレンパイプを接続する方法をよりよく理解するために、このビデオを見てください。
記事は「マスターマスター」§11-12(2017)に掲載されました。パブリケーションの印刷版を購読してください。